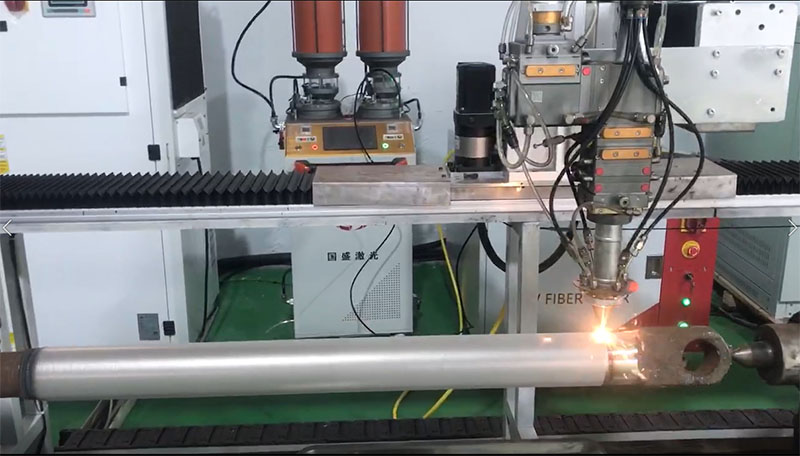
由于設備長期在惡劣環境下工作,容易造成零部件的腐蝕和磨損。容易發生故障。這些軸類零件很多價格昂貴,涉及零件種類多,形狀復雜,工作條件不同,所以就需要我們加固或修復。 (1)預處理工藝:包括工件表面脫脂除銹→噴砂清理(進.....

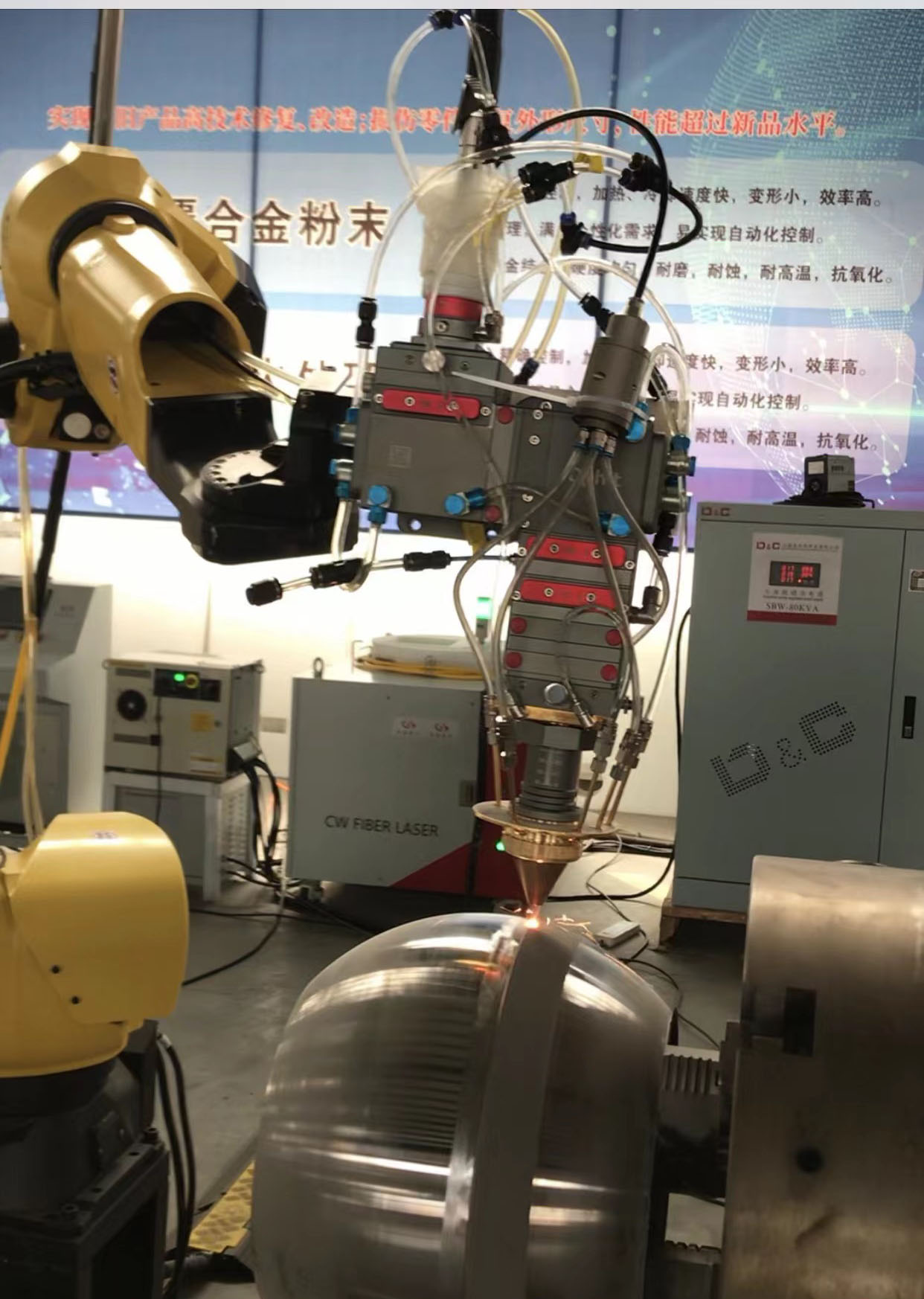
激光熔覆再制造技術的四大優勢
激光熔覆再制造技術在應用過程中一直追求高加工效率。目前已經形成了高功率激光熔覆和超高速激光熔覆兩種加工模式。其中,高功率激光熔覆又稱傳統熔覆,多采用矩形大光斑、高功率激光作為熱源。熔覆層單道次寬,熔覆層厚度高達2.5毫.....

激光熔覆再制造技術的研究現狀及其影響因素
一、工藝參數影響的研究 熔覆過程直接決定了再制造成形質量,是激光熔覆技術規模化產業化應用的核心因素。結合激光熔覆再制造在礦山液壓支架立柱中的應用經驗,發現再制造成品的質量控制一般涉及熔覆表面的宏觀質量(無裂紋、砂.....

超高速激光熔覆相比較傳統激光熔覆的特性分析
超高速激光熔覆是一種基于激光熱源的表面制造技術,其特殊的熔化形式不同于傳統的激光熔覆技術。 一方面超高速激光熔覆提高了激光能量密度,傳統激光熔覆光斑直徑約為2—4 mm,而超高速激光熔覆光斑直徑小于1 mm,在相同激光能量.....

激光3D打印技術及其優缺點
激光熔覆3D打印(即激光熔覆成形)技術是一種累積制造技術,利用CAD軟件制作零件模型,經計算機編程后,用一束束激光在工件上進行掃描。它是以數字模型文件為基礎,利用蠟、粉末金屬或塑料等特殊粘合材料,通過打印將工件上的金屬粉末熔.....
激光熔覆過程中搭接率及搭接接頭的組織與性能
在激光熔覆過程中,表面張力梯度引起的強制對流和潤濕性的共同作用導致單道次熔覆層是凸起的而不是平坦的。如果熔合道次不重疊,不同道次連接處的熔覆層有效厚度將為0,熔覆層表面粗糙不平。 搭接率 搭接率描述了激光熔覆中相.....