據(jù)悉,利用空間和時(shí)間功率調(diào)制,可以在工藝效率、質(zhì)量和焊縫幾何形狀方面獲得新的自由度,這對(duì)于電池和電力電子產(chǎn)品生產(chǎn)中日益增長(zhǎng)的電動(dòng)性要求尤為重要。通過有針對(duì)性地同步這兩種補(bǔ)償方法,可以使用協(xié)同效應(yīng),并克服可能出現(xiàn)的任何限制。

激光束焊接作為一種成熟的連接技術(shù)早已進(jìn)入工業(yè)領(lǐng)域,最近用于重要的應(yīng)用領(lǐng)域,如電池的接觸或燃料電池技術(shù)的雙極板焊接。接頭的不同要求和設(shè)計(jì)理念要求采用能夠可靠滿足邊界條件的柔性連接技術(shù)。借助于空間和時(shí)間功率調(diào)制,可以擴(kuò)展過程的自由度,也可以影響接縫形狀以及過程穩(wěn)定性。
多年來,激光束微焊接在世界各地的研究和工業(yè)領(lǐng)域中一直受到越來越多的關(guān)注。近紅外范圍內(nèi)高亮度激光束源的發(fā)展以及光纖激光器價(jià)格持續(xù)下跌的發(fā)展促成了這一趨勢(shì)。借助這些具有非常好的聚焦能力的光束源,光束直徑僅10μm,由于最大可用激光功率不斷增加,從而產(chǎn)生更大的強(qiáng)度。如今,使用節(jié)省空間的19英寸機(jī)架,可以實(shí)現(xiàn)超過400 MW/cm2的強(qiáng)度。這些高強(qiáng)度在焊接銅和鋁時(shí)特別有用。由于材料特性,即使在近紅外波長(zhǎng)范圍內(nèi)吸收系數(shù)較低,高強(qiáng)度也會(huì)產(chǎn)生深焊效果。這些高強(qiáng)度加上較小的焦徑,導(dǎo)致焊縫橫截面較小,這通常對(duì)導(dǎo)電連接不利。
一方面,這種情況對(duì)電池技術(shù)和電力電子設(shè)備中的觸點(diǎn)是不利的——由于要傳輸?shù)母唠娏鳎@里需要較大的接縫寬度和連接區(qū)域。電池驅(qū)動(dòng)車輛的充電時(shí)間與流經(jīng)電池組而不會(huì)導(dǎo)致熱過熱和電池相應(yīng)損壞的最大電流直接相關(guān)。
另一方面,在燃料電池技術(shù)中焊接雙極板的應(yīng)用中,正是這些小焦徑和由此產(chǎn)生的小焊縫寬度要求將流場(chǎng)設(shè)計(jì)調(diào)整到更高的效率,即使焊縫是電氣連接的一部分。這是因?yàn)檩^小的焊縫寬度導(dǎo)致流場(chǎng)中的結(jié)構(gòu)間隙縮小,從而導(dǎo)致更大的反應(yīng)面積,從而提高最終燃料電池的效率。
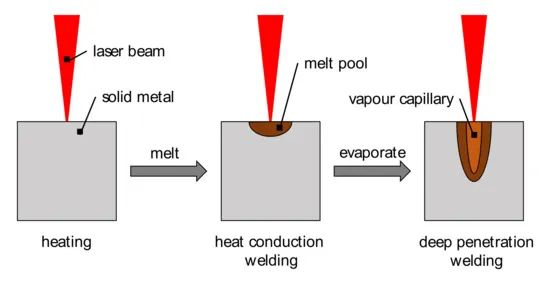
工藝流程說明(熱傳導(dǎo)和深熔焊)。
用于更大連接區(qū)域的空間功率調(diào)制
那么,如何在焊接過程中增加焊縫的連接面積,而不損失深焊工藝所需的強(qiáng)度呢?解決方案是空間功率調(diào)制。這是一種疊加在線性進(jìn)給方向上的環(huán)形振蕩,它產(chǎn)生了激光束的螺旋路徑運(yùn)動(dòng)。這種形式的運(yùn)動(dòng)直接導(dǎo)致了幾個(gè)積極的影響:首先,由于路徑運(yùn)動(dòng),已經(jīng)熔化的材料再次被激光束重新處理。這樣,已經(jīng)被吸收到材料中的能量就被部分地重新利用了。與僅使用線性路徑幾何形狀的傳統(tǒng)焊接相比,這會(huì)導(dǎo)致更大的熔池體積。其次,由于高振蕩頻率(f=1000 Hz),實(shí)現(xiàn)了影響小孔傾斜的高路徑速度(v>700 mm/s),從而通過光和物質(zhì)之間的多重相互作用進(jìn)一步增加了深焊效應(yīng)期間的能量輸入。第三,用于描述激光束振蕩螺旋軌跡的振幅和頻率這兩個(gè)附加參數(shù)為焊縫幾何形狀提供了設(shè)計(jì)自由。因此,傳統(tǒng)焊接V形變成U形。這意味著,如果焊接過程中存在局部波動(dòng),對(duì)連接寬度的影響很小。
總之,空間功率調(diào)制的這些積極方面使得工藝效率顯著提高。在相同的焊接時(shí)間和相同的激光功率下,可以增加熔化體積。在研究二氧化碳減排產(chǎn)量時(shí),這一方面尤為重要。因此,提高工藝效率,同時(shí)將所需電能降至最低,將成為未來全球研究的首要考慮因素。
然而,激光束不對(duì)稱螺旋軌跡的缺點(diǎn)是,在一次振蕩中,線能量不同。激光束在進(jìn)給方向的較高路徑運(yùn)動(dòng)導(dǎo)致較低的局部能量輸入,反之亦然。這會(huì)導(dǎo)致橫向于進(jìn)給方向的焊接深度波動(dòng)。

激光微細(xì)焊接的空間功率調(diào)制說明。
時(shí)間功率調(diào)制及其對(duì)過程的影響
影響激光束焊接過程的另一種方法是時(shí)間功率調(diào)制。基本上,脈沖激光束源的脈沖整形和連續(xù)激光束源激光束過程中激光功率的時(shí)間變化是有區(qū)別的。
雖然時(shí)間脈沖成形主要用于脈沖束源,以影響凝固過程中的熱性能和冶金性能,但它用于整個(gè)焊縫長(zhǎng)度的連續(xù)縫焊。連續(xù)時(shí)間功率調(diào)制最廣泛的實(shí)現(xiàn)方式之一是在激光功率上疊加正弦調(diào)制。調(diào)查表明,焊縫質(zhì)量的改善以及焊接深度波動(dòng)的減少,尤其是在頻率<1 kHz時(shí)。
除了質(zhì)量和精度特性的補(bǔ)償外,時(shí)間功率調(diào)制還可用于具體影響焊接深度,并與前面提到的功率斜坡一樣,使其適應(yīng)應(yīng)用。
用于焊接深度目標(biāo)控制的同步空間和時(shí)間功率調(diào)制總結(jié)而言,現(xiàn)在可以說明,在激光束微焊接中,可以使用兩種不同的補(bǔ)償策略,這兩種策略可以分別顯著提高精度和質(zhì)量的穩(wěn)定性。然而,由于非對(duì)稱的路徑幾何形狀,空間功率調(diào)制有相當(dāng)大的缺點(diǎn)。這種影響可以通過與時(shí)間功率調(diào)制同步應(yīng)用來減少。這樣,不僅可以對(duì)稱地生成相應(yīng)的焊縫橫截面,而且可以在連接不同材料時(shí)校正焊縫的材料特性。由此產(chǎn)生的接縫幾何結(jié)構(gòu)在很大程度上取決于材料的吸收、導(dǎo)熱、熔點(diǎn)和比熱容等特性。
兩種功率調(diào)制的同步在技術(shù)上具有挑戰(zhàn)性。由于空間功率調(diào)制可以實(shí)現(xiàn)高達(dá)4 kHz的頻率,因此時(shí)間功率調(diào)制必須在相同的頻率范圍內(nèi)工作。因此,必須以一微秒的精度校準(zhǔn)這兩個(gè)控制信號(hào),這需要精確了解掃描儀反射鏡的位置和發(fā)射的激光功率水平。

通過疊加空間和時(shí)間功率調(diào)制,精確調(diào)整焊縫幾何形狀:具有空間功率調(diào)制的焊縫(a);具有空間和時(shí)間功率調(diào)制(b)的焊縫,
具有空間和時(shí)間功率調(diào)制(c)的焊縫,在不同材料組合中的焊縫傾斜補(bǔ)償(d,e)
上圖顯示了通過對(duì)相同(1a-1c)和不同(1d-1e)物種應(yīng)用空間和時(shí)間同步功率調(diào)制進(jìn)行對(duì)稱設(shè)計(jì)的結(jié)果。圖a和1d均顯示了僅采用空間功率調(diào)制的焊縫橫截面積。
通過選擇性地疊加空間和時(shí)間功率調(diào)制,除了增加連接橫截面外,還可以在橫截面(W形或V形)中生成其他焊縫幾何形狀。初始幾何形狀(如圖a所示)顯示了橫截面右側(cè)的傾斜。通過擴(kuò)展局部功率調(diào)制與時(shí)間功率調(diào)制的疊加,可以在焊縫橫截面中生成W形和V形輪廓(b、c)。例如,這可以用于將敏感組件連接到具有更具針對(duì)性的能量輸入的I型接頭布置中。這些措施還可以將異種材料系統(tǒng)中的焊縫熔深差從58%降低到17.7%(d、e)。然而,在某些工藝參數(shù)和材料組合的情況下,局部功率調(diào)制會(huì)導(dǎo)致孔隙形式的缺陷。這需要根據(jù)材料和連接組合詳細(xì)調(diào)整激光參數(shù)。
激光微焊接的新設(shè)計(jì)可能性
時(shí)間和空間功率調(diào)制的兩種補(bǔ)償方法已經(jīng)提供了提高處理效率和質(zhì)量的策略。這兩種方法的結(jié)合以及兩種變化方法的精確同步,為接縫設(shè)計(jì)提供了全新的自由空間。可以有針對(duì)性地控制各連接伙伴中的能量輸入,即使材料性質(zhì)有很大差異,以便實(shí)現(xiàn)均勻混合和恒定鍵合。此外,單獨(dú)功率調(diào)制的優(yōu)點(diǎn)也發(fā)揮了作用,例如提高了處理效率和穩(wěn)定性。
在未來的激光束焊接中,我們將看到經(jīng)典的圓焦點(diǎn)幾何形狀的更多變化。目前的發(fā)展包括改變光束形狀,使之成為動(dòng)態(tài)調(diào)整或組合的圓形和環(huán)形焦點(diǎn)。我們將看到新的發(fā)展將如何開啟工藝動(dòng)態(tài)調(diào)整的另一個(gè)篇章,并允許焊縫幾何形狀的進(jìn)一步設(shè)計(jì)自由度——始終有可能與同步功率調(diào)制進(jìn)一步結(jié)合。
此文來自于:維科網(wǎng)激光