精密激光微加工創造了高性能PC板和先進電子封裝所需的優良特性。
激光技術極大地改善了微機械應用,并繼續對先進的電子封裝和印刷電路板(PCB)制造產生強大影響,有助于推動性能提高、功耗降低的設備的發展。脈沖紫外激光技術尤其為大批量生產應用鋪平了道路,采用了更一致、更環保的工藝。同時,測量行業也迫切需要跟上最新激光發展的步伐。因此,這兩個領域的同步研究和創新對于進一步改進工藝鏈和評估如何使用敏感材料至關重要。
支持5G移動通信的新材料
移動設備市場是先進電子封裝和印刷電路板(PCB)制造業發展的驅動力之一,激光技術發揮著關鍵作用。從FR4等厚纖維復合材料到薄柔性層壓板(柔性PCB或FPCB),一組高度多樣化的材料現在可以使用多種激光源以多種方式進行加工。其中一個發展是5G移動通信,它可以顯著提高無線數據速率。毫不奇怪,新材料被要求以更高的速度接收、操作和傳輸數據,傳統的聚酰亞胺介電層必須被改性聚酰亞胺(MPI)和液晶聚合物(LCP)等先進材料所取代,這兩種材料在5G頻率下都具有優異的介電性能。出于各種原因,包括其對更高頻率以及天線相關組件的適用性,LCP被視為5G的首選材料。在激光加工方面,在FPCB制造中進行全深度輪廓切割/布線,其中設備或組件的最終設計形狀從材料板或腹板上切割。
在厚度為100um的銅箔上鉆孔,20WFORMULA系列激光器的效率比15W提升了60%,達到250 mm/s。
用于全深度切割的高功率紫外激光器
高功率紫外(UV)混合光纖激光器非常適合FPCB制造中的全深度切割。MKS工業激光應用研究人員更仔細地觀察了切割的質量:他們使用光譜物理類星體激光器進行了一系列切割實驗,該類星體激光器的平均紫外功率為80 W,每脈沖高達400μJ。測試了基于LCP的FPCB材料,包括裸LCP板和覆銅LCP層壓板。類星體激光器提供了時移可編程脈沖技術的靈活性,允許在從單次激發到3.5 MHz的寬脈沖重復頻率(PRF)范圍內探索一系列時間定制的脈沖輸出(脈沖寬度、脈沖模式、脈沖整形)。所有測試均使用用于高速多程處理的2軸掃描檢流計進行,f-θ物鏡(f=330 mm)與可變光束擴展望遠鏡相結合,以探索焦距范圍(20–35μm,1/e2直徑)。
測量光束的挑戰
激光的切割深度在很大程度上取決于施加在材料上的能量。保持激光束的脈沖能量在規定范圍內是非常重要的,但是測量激光束并不容易,因為高脈沖能量和短脈沖導致激光束的峰值功率很高。只有使用能夠承受更高功率密度的專用傳感器,才能測量光束的平均功率或間歇功率。通過使用新開發的涂層,Ophir F80(120)a-CM-17等熱傳感器能夠在上述應用中測量納秒脈沖紫外激光。由于其獨特的吸收體,傳感器不會受到通常由非常短的脈沖引起的燒蝕的影響,并且可以在80 W時承受高達7 kW/cm2的高功率密度。
使用LCP板材實現最佳切割效果除了應用于材料的能量外,還有許多其他參數會影響切割質量。該系列的第一次試驗是在厚度為50μm的裸LCP板材上進行的。初步試驗表明,與聚酰亞胺類似,該材料在紫外光下的燒蝕閾值相對較低。然而,與聚酰亞胺不同,LCP對過度加熱敏感,需要仔細優化工藝以避免熔化和炭化。最佳切割結果是使用短激光脈沖寬度(~2–3 ns)和在高PRF(>750 kHz)下提供的適度脈沖能量。圖1中的光學顯微鏡圖像顯示了最終切割的入口、出口和橫截面視圖。
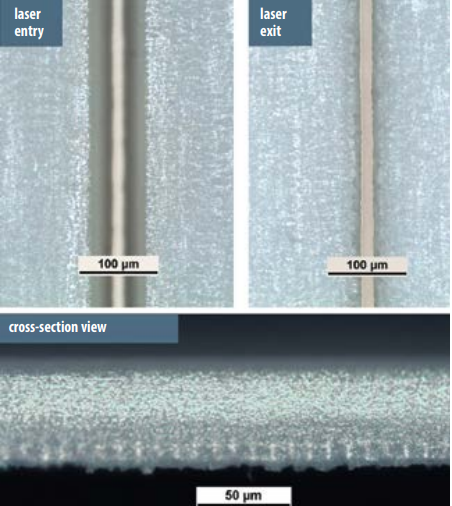
圖1用類星體UV80激光切割50μm厚的裸LCP。入口(左上角)、出口(右上角)和橫截面(底部)視圖顯示了卓越的質量和最小的過度加熱。
這些圖像顯示了納秒紫外線脈沖的卓越品質,幾乎沒有或幾乎沒有熔化和炭化的跡象。橫截面圖顯示了無熱熔回流(即表面“平滑”)的精細紋理加工表面。橫截面圖顯示了一些朝向切口出口側的“溝道”。這是由于該過程的高速/低脈沖重疊性質,以及隨著深度增加而出現的燒蝕直徑減小,這導致燒蝕“點”向切口出口側幾乎分離。在實踐中,隨著切割深度的加深,可以通過降低光束掃描速度來減少或消除這種影響。通過以8 m/s的掃描速度進行13次重疊掃描,實現了約615 mm/s的凈切割速度。
覆銅LCP層壓板的高脈沖能量
我們還切割了覆銅LCP層板,使用了兩種不同厚度的Cu / LCP / Cu層板:18 / 100 / 18 μm和9 / 25 / 9 μm。較厚的材料尤其具有挑戰性,較高的脈沖能量有助于避免切割切口寬度變寬(例如通過實施平行線/光柵掃描過程)。由于類星體激光器的高脈沖能量高達400μJ,因此不需要采取此類措施。利用激光器的時移脈沖剪裁能力,研究了各種條件,包括短脈沖寬度與長脈沖寬度以及突發模式輸出。當脈沖較長(10 ns)時,切割速度在100–120 mm/s時處于較高的一端,質量趨向于較小的邊緣毛刺,但氧化區較大。另一方面,較短(2.5 ns)的脈沖較慢(~90 mm/s),邊緣毛刺較高,但氧化程度顯著降低。使用短脈沖(2 ns)產生最佳的整體結果,其最高切割速度為130 mm/s,且在毛刺高度和氧化量方面質量適中。
光學顯微鏡圖像
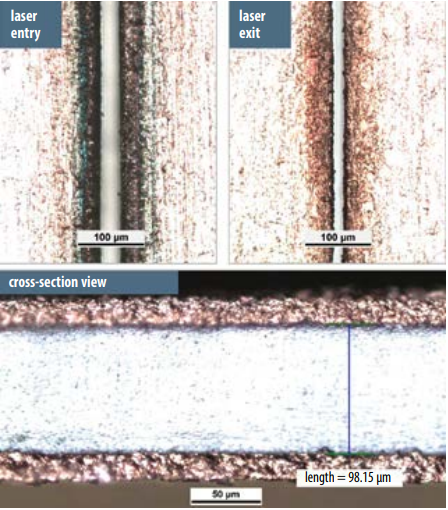
圖2用類星體UV80激光切割的厚覆銅LCP。入口(左上角)、出口(右上角)和橫截面(底部)視圖展示了通過時間定制的ns脈沖實現的干凈、高質量的切割。
圖2顯示了從入口和出口側的這種切口以及橫截面透視圖。顯微鏡圖像顯示,通過仔細的工藝優化和脈沖強度輸出的時間裁剪,可以實現整體良好的質量。之前展示的優秀LCP切割即使與銅包層一起切割,也是預先準備好的。此外,由于與聚酰亞胺相比,LCP的銅剝離強度通常要低得多,因此需要注意的是,在Cu-LCP界面上沒有分層的跡象。對于較薄的9/25/9μm分層堆疊,觀察到了類似的結果,但凈切割速度顯著高于350 mm/s。
光學顯微鏡清晰地高亮度顯示了使用ns脈沖激光加工銅時出現的任何氧化物生長和熔融銅區域,如毛刺、粗糙邊緣等。掃描電子顯微鏡(SEM)是精細表面結構及其調制的特寫成像的一種替代方法,并用于進一步分析切割樣品。圖3顯示了通過SEM觀察到的18/100/18μm堆棧的宏觀透視圖。
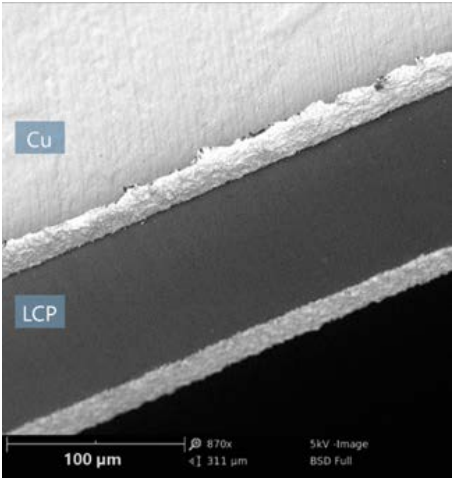
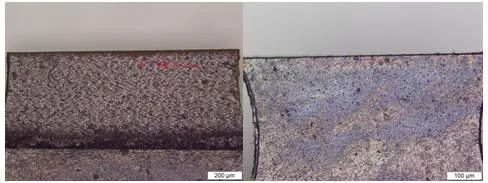
圖3 SEM成像揭示了用類星體UV80激光切割的覆銅LCP的光滑材料表面和清晰的幾何結構。
用電子顯微鏡和光學顯微鏡觀察,薄氧化物的光學效應和之前熔融銅的散射/反射性質不太明顯,這使得人們可以關注表面的真實尺寸方面,例如調制、邊緣平直度等。在這里,SEM圖像顯示了一個干凈且經過精密加工的特征,具有高質量的表面。
特別值得注意的是LCP切割邊緣的光滑度和垂直度,沒有明顯的“桶裝”或從銅鋪管機的切割邊緣拉回。高度放大的界面SEM視圖如圖4所示,并確認LCP和Cu層之間的結合得到了很好的保留。更詳細的細節還顯示了光滑平坦的LCP表面,沒有任何從切割銅邊緣拉回的痕跡。
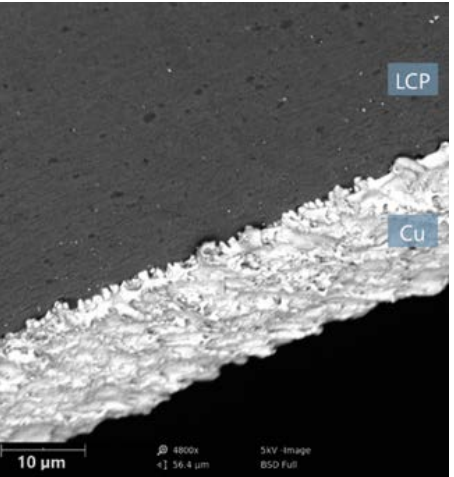
圖4 SEM特寫圖顯示,激光切割后,銅LCP完全完好,沒有LCP從銅切割邊緣拉回。
紫外激光被批準用于高質量切割工藝
新材料往往伴隨著新技術的出現,制造方法和測量設備必須相應地進行調整。對于5G移動設備,高數據速率和高速電子設備需要更換FPCB中的傳統聚酰亞胺電介質,在許多情況下需要LCP薄膜和層壓板。為了優化這些材料的制造工藝,必須選擇最合適的激光技術,微調參數設置,并在使用激光時,使用合適的設備定期檢查激光束的能量。在MKS實驗室進行的實驗表明,使用高功率、高脈沖能譜的物理類星體紫外激光器,切割效果非常好。時移可編程脈沖技術固有的靈活性有助于解決材料所呈現的廣泛變化的熱和光學特性,從而開發出高質量、高通量的精密激光切割工藝。
此文來自開:維科網激光