中心送粉激光熔覆技術是基于旁軸送粉技術和同軸送粉技術二者基礎上研發的新型送粉技術。該技術目前主要應用于高速激光熔覆技術中,使得高速激光熔覆技術更夠最大程度上發揮其技術優勢(表面平整,效率高,粉末利用率高)。
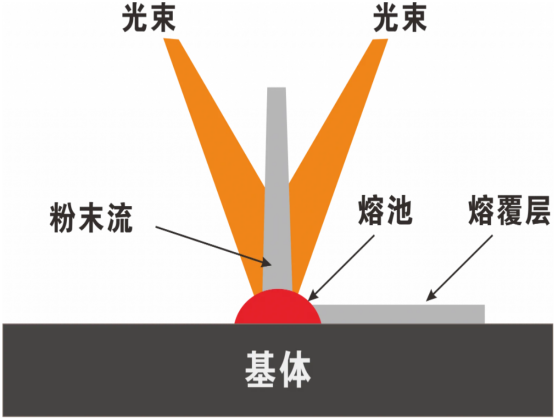
中心送粉技術簡稱光包粉技術,即熔覆頭中心設有單束粉末通道,激光束圍繞金屬粉呈周圍環狀分布或者多束周向環繞分布。實際工作中,金屬粉自中心通道在重力及氣動的作用下輸出,外圍激光與金屬粉在基體上方相交于一處,處于中心位置的金屬粉被激光光束環繞充分吸收光能量成為熔融或者半熔融狀態,之后熔融狀態的金屬粉落入基體表面的熔池,在基體表面形成平整致密的冶金熔覆層。

粉包光 光包粉
同軸送粉激光熔覆原理圖
下面就中心送粉激光熔覆技術和其他幾種送粉方式有什么不同,國盛激光小編就來做一個重點介紹的技術介紹:
1、 金屬粉末利用率可達90%
相對于同軸氣動送粉,中心送粉的特點是粉末為單一粉流,不存在不同方向粉流的相互撞擊散射。另外,在垂直向下熔覆加工時,可以使用較低的送粉氣壓,這樣,一方面粉流速度相對較慢,粉末與激光的作用時間長,更易于粉末在熔池上空的熔化。另一方面,較低的粉流速度,也減少粉流與基體之間的彈射。實際應用表明,中心送粉高速熔覆熔覆過程飛濺明顯減小,粉末利用率大大提高。
2、 光路穩定性高,可長時間出光
相比較,同軸送粉激光熔覆技術和旁軸送粉激光熔覆技術的激光束直接照射熔池,熔池表面非常光滑,具有很高的激光反射率,因此這兩種激光熔覆技術的光路系統受激光熔池熱輻射影響大,長時間出光穩定性差。而中心送粉設計一般激光束沿周邊有一定傾斜角度的輸出至熔池中,出光口分散多個光口較小,且和熔池有一定的角度,避免受激光作用區的直接熱輻射,光學系統更安全。同樣的中心送粉金屬粉飛濺較小,再者光路有一定的傾斜角度,受飛濺影響非常小。
3、 熔覆效率高(0.7-1.2㎡/h)
中心送粉技術粉末利用率高,激光能量利用充足,可實現非常高的熔覆效率(單邊0.5-0.7mm厚度時,熔覆效率可達0.7-1.2㎡/h)。熔覆層稀釋率低。超高速激光熔覆技術由于較高的熔覆線速度,熔池的存在時間非常短,因此其熔覆層的稀釋率很低。超高速激光熔覆技術還具有熔覆層粗糙度好、抗裂性好以及工件變形小等特點。超高速激光熔覆技術制備的熔覆層較薄,非常適合新品零件表面的預保護涂層制備。
4、中心送粉相對于同軸氣動送粉的優點
相對于同軸氣動送粉,中心送粉的特點是粉末為單一粉流,不存在不同方向粉流的相互撞擊散射。另外,在垂直向下熔覆加工時,可以使用較低的送粉氣壓,這樣,一方面粉流速度相對較慢,粉末與激光的作用時間長,更易于粉末在熔池上空的熔化。另一方面,較低的粉流速度,也減少粉流與基體之間的彈射。實際應用表明,中心送粉高速熔覆熔覆過程飛濺明顯減小,火花相當輕柔,粉末利用率大大提高。


同軸氣動送粉 中心送粉
總結上述分析,旁軸送粉和同軸送粉發展時間較久且基于其各自的技術特點和限制,一直沒有得到更廣范圍的推廣應用。中心送粉技術可彌補二者的技術缺陷,具有多項技術優勢,并且隨著高速激光熔覆與中心送粉技術的完美結合,高效率高質量的激光熔覆效果必將征服更多的領域市場。我們相信隨著更多企業的應用推廣,不久以后,高速激光熔覆+中心送粉技術將成為激光熔覆主流應用同時該項技術也會在金屬表面領域占據更大的市場份額。
感謝資料提供:中科中美高速激光熔覆