激光切割是利用激光切割頭將激光束聚焦在材料表面使材料熔化,同時用與激光束同軸的壓縮氣體吹走被熔化的材料,并使激光束與材料沿一定軌跡作相對運動,從而形成一定形狀的切縫。
在激光切割過程中,激光的輸出功率直接影響被加工材料的熔融能力,為了達到更好的切割效果,需要針對提高加工能力的要求增加輸出功率。
那么,我們如何判斷激光輸出功率是否合適呢?一些沒有經驗的技術員可能不太清楚,所以光惠激光技術工程師給大家帶來了行之有效的方法。
一般我們可以通過兩種方法來判斷:
(1)觀察切割后的斷面情況;
(2)觀察切割過程中的火花情況。
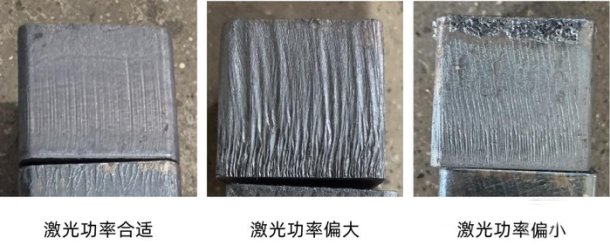
一、 切割斷面情況
以最常見的碳鋼板切割為例,當激光功率合適時,切割面上的波痕比較細膩,波痕之間的間距比較小,切割面下部分相對切割行進方向呈現稍微滯后狀態。
當激光功率偏大時,切割面波痕上下呈直線狀,波痕之間的間距也會變大。
當激光功率偏小時,切割面下部分會變得很粗糙、掛渣多且很難去除,進一步減小輸出功率,材料將會切不透。
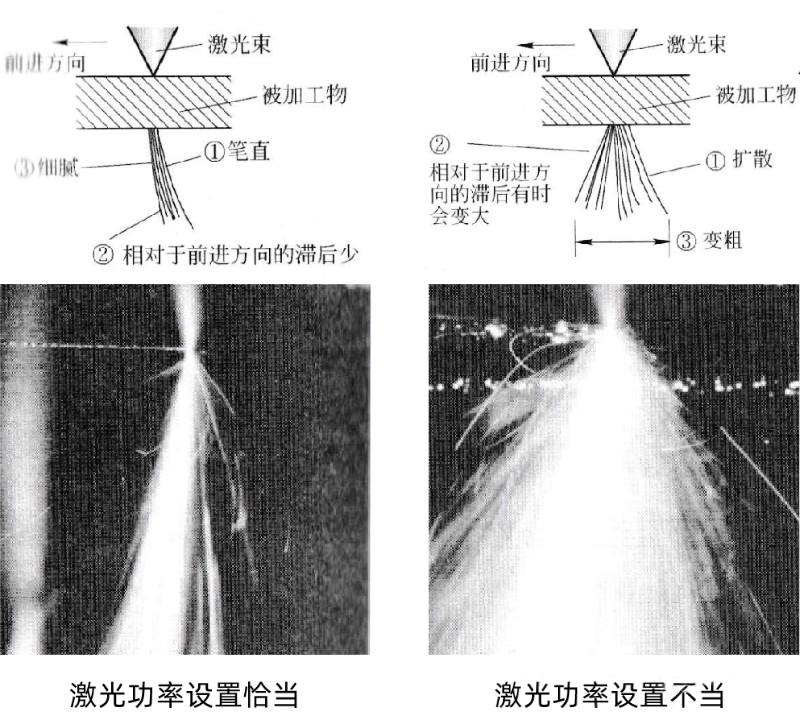
二、 切割火花情況
切割材料下方濺射出的火花受切縫內熔融金屬流動性的影響,因而可以一定程度上反映出激光功率是否恰當。
如果火花呈直線狀、稍微滯后于切割行進方向,表明激光功率比較合適。
若是火花呈現擴散形貌、或超前于切割行進方向,則表面激光功率設定得不恰當。
以下需要提高加工能力的需求都可以通過增加激光輸出功率來實現:
1 切割的速度過慢,想要加快切割速度
如同樣用氧氣切割5mm碳鋼板,用1KW、2KW、3KW激光器切割,速度分別為1.4m/min、1.8m/min、2.5m/min。
2 所要切割的材料厚度較厚
如切割碳鋼板,極限切割的情況下,1KW可切割12mm、2KW可切割20mm、3KW可切割25mm。
3 切割金銀銅鋁等高反射材料
如在極限切割的情況下,用3KW激光器可切割25mm厚度的碳鋼,但只能切割8mm厚度的鋁;想要切同樣25mm厚度的鋁,需要將功率提升至8KW。
觀察切割后的斷面情況和切割過程中的火花情況是判斷激光功率是否合適的兩個重要依據,在了解這些之后,今后的激光切割過程中,就可以根據這些合理地調節激光功率。
此資料來自于:光惠激光