01 材料vs.激光波長(zhǎng)
從1960年第一臺(tái)激光器誕生至今,經(jīng)過(guò)60余年的發(fā)展,激光作為一把最鋒利、最精細(xì)的刀,逐步應(yīng)用于我們的生活中。激光與生物學(xué)、醫(yī)學(xué)治療及診斷、制藥科學(xué)相結(jié)合,在激光治療、激光手術(shù)、激光診斷等方面已逐步滲透到日常生活中。在裝備制造領(lǐng)域,高功率激光設(shè)備在航空、航天、汽車、高鐵、船舶等高端裝備制造領(lǐng)域的切割、焊接、測(cè)量、打標(biāo)等環(huán)節(jié)發(fā)揮著越來(lái)越重要的作用。在精細(xì)微加工方面,超短脈沖激光在光伏、液晶顯示、半導(dǎo)體、LED、OLED 等領(lǐng)域的鉆孔、刻線、劃槽、表面紋理化、表面改性、修整、清洗等環(huán)節(jié)發(fā)揮了不可替代的作用。隨著半導(dǎo)體泵浦技術(shù)的快速發(fā)展,1um波長(zhǎng)的近紅外激光器,經(jīng)過(guò)多年的發(fā)展,已形成完整的產(chǎn)業(yè)鏈,在工業(yè)加工應(yīng)用中占據(jù)舉足輕重的地位。尤其是1um近紅外光纖激光器,因其功率覆蓋范圍廣、光束質(zhì)量?jī)?yōu)異,穩(wěn)定可靠等特性,成為目前應(yīng)用較多的激光器類型。
銅是世界上應(yīng)用量?jī)H次于鐵、鋁的第三大金屬。銅材料作為現(xiàn)代工業(yè)加工,應(yīng)用極為廣泛的金屬材料之一。銅產(chǎn)業(yè)鏈終端需求結(jié)構(gòu)涵蓋航空航天、高速列車、智能終端產(chǎn)品、電子通訊、汽車等30多個(gè)細(xì)分行業(yè),是高端工業(yè)應(yīng)用的主要風(fēng)向標(biāo)。目前大規(guī)模使用的1微米波段的紅外光纖激光器,因?qū)︺~的吸收較弱,在銅材料的加工上,存在飛濺大,熔深不可控等不足之處。
圖1是常用金屬材料對(duì)不同波長(zhǎng)激光吸收曲線,可見(jiàn)不同金屬對(duì)激光的吸收率在不同波長(zhǎng)下有很大差別。圖2單獨(dú)針對(duì)金屬銅給出了不同波長(zhǎng)的吸收率對(duì)比曲線。在室溫下,銅對(duì)近紅外波長(zhǎng)(約1微米)吸收率不到5%,因此用紅外光來(lái)加工銅材效率極低,95%的激光會(huì)被反射掉同時(shí)還會(huì)對(duì)激光器本身產(chǎn)生損害;而銅對(duì)綠光波長(zhǎng)(515nm和532nm)吸收率高達(dá)40%以上。材料本身對(duì)激光波長(zhǎng)的選擇性決定了高反材料的精密加工的最理想波長(zhǎng)是短波長(zhǎng)(≤700nm)
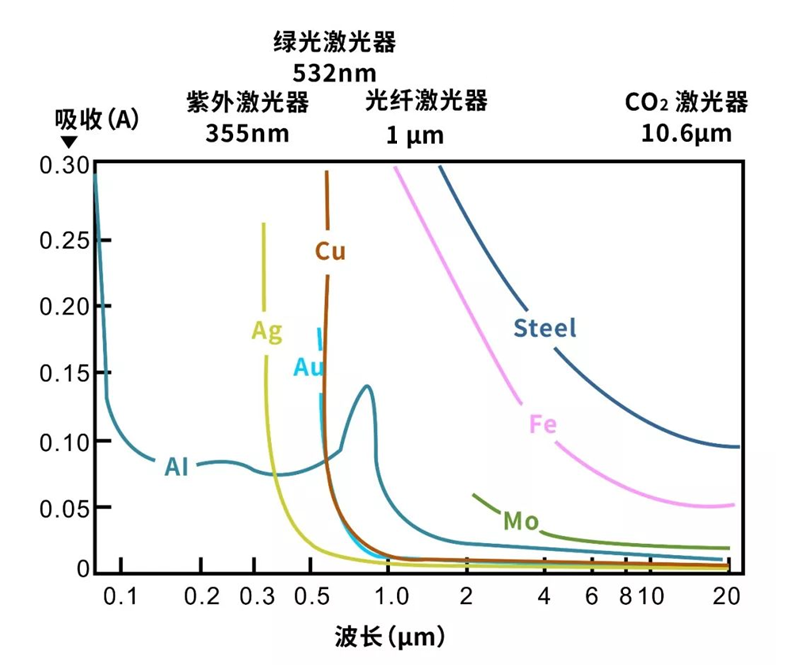
圖1 不同金屬材料的吸收系數(shù)對(duì)比 ↑
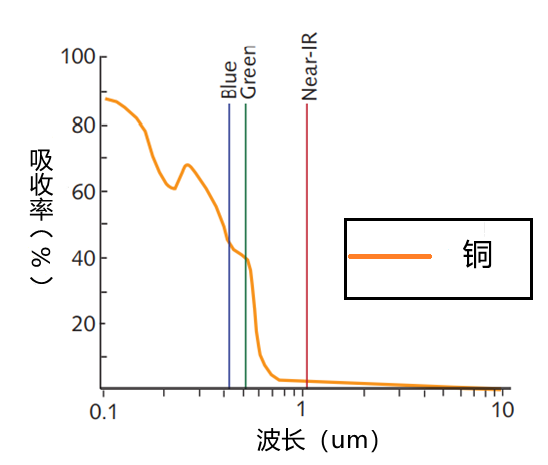
圖2金屬銅對(duì)不同三種波長(zhǎng)的激光吸收率的對(duì)比
引自《綠光激光加工的新進(jìn)展》
相對(duì)于紫外激光波長(zhǎng)較短,目前材料科學(xué)的瓶頸限制,未能支持實(shí)現(xiàn)穩(wěn)定高功率紫外激光輸出,超過(guò)百瓦級(jí)的紫外激光器已極為罕見(jiàn)。反而,經(jīng)過(guò)各國(guó)科學(xué)家的努力,商用的綠光激光器近年取得較大的進(jìn)展。德國(guó)通快和美國(guó)IPG 分別通過(guò),碟片激光技術(shù)和光纖激光技術(shù),獲得超過(guò)3千瓦和1千瓦的超高功率綠光輸出。
在目前工業(yè)應(yīng)用兩個(gè)重要難題---銅材料的3D 打印及精密焊接應(yīng)用上,高功率連續(xù)綠光激光器,發(fā)揮著異常重要的作用。
02 高功率綠光的應(yīng)用前景和優(yōu)勢(shì)
2021年第十四屆中國(guó)國(guó)際電池技術(shù)展覽會(huì)上,德國(guó)通快首發(fā)了旗下3千瓦高功率連續(xù)綠光碟片激光器。該產(chǎn)品平均輸出功率高達(dá)3千瓦,代表了目前綠激光系列中的最強(qiáng)功率,非常適合銅、鋁等高反材料的焊接工作。特別是在以新能源汽車動(dòng)力電池為代表的鋰電行業(yè),通快綠光激光器(1000-3000W)可實(shí)現(xiàn)多達(dá)120層的銅箔焊接,幾乎無(wú)飛濺,熔深精確可控。此外高功率綠光在純銅材料3D 打印應(yīng)用上也有著突出優(yōu)勢(shì)。而目前國(guó)內(nèi)在高功率綠光激光器上尚屬空白。
2.1 高反金屬焊接
由于銅材料出眾的導(dǎo)電性,鋰電行業(yè)尤其是新能源汽車動(dòng)力電池中大量使用銅材料。目前主流還是使用大功率的紅外光纖激光器去做銅的焊接。相比于紅外波段,用綠光做銅的焊接效率會(huì)更高,而且?guī)缀鯖](méi)有飛濺。而飛濺對(duì)電池加工來(lái)說(shuō)是致命的,飛濺物會(huì)影響電池的生產(chǎn)安全、性能和壽命。
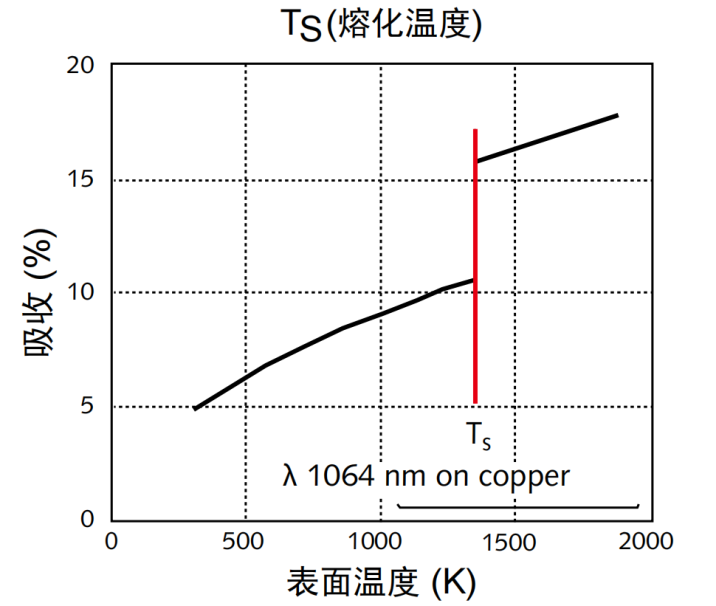
圖3在小孔形成過(guò)程中,銅從固態(tài)轉(zhuǎn)變?yōu)槿廴跔顟B(tài)時(shí),對(duì)紅外激光的吸收變化情況
引自《綠光激光加工的新進(jìn)展》
圖3給出了銅對(duì)1064nm紅外激光的吸收情況。從圖3中可以看出,隨著熔化溫度的從0增長(zhǎng)到1400K的過(guò)程中,銅對(duì)紅外光的吸收緩慢的從5%-漲到10% 左右 ;當(dāng)銅達(dá)到熔點(diǎn)(1400K)之后,銅對(duì)紅外波段激光的吸收率會(huì)從10%階躍式的升至17% 左右,然后隨著溫度繼續(xù)升高,吸收率會(huì)緩慢增長(zhǎng)。這種在熔點(diǎn)前后,吸收率的驟變會(huì)導(dǎo)致一些熔化的材料以飛濺的形式排出,還會(huì)導(dǎo)致小孔塌陷,使整個(gè)工藝不得不重新開(kāi)始。特別是鋰電池的后道工藝焊接,焊接的良品率對(duì)電池的成本具有直接的影響。
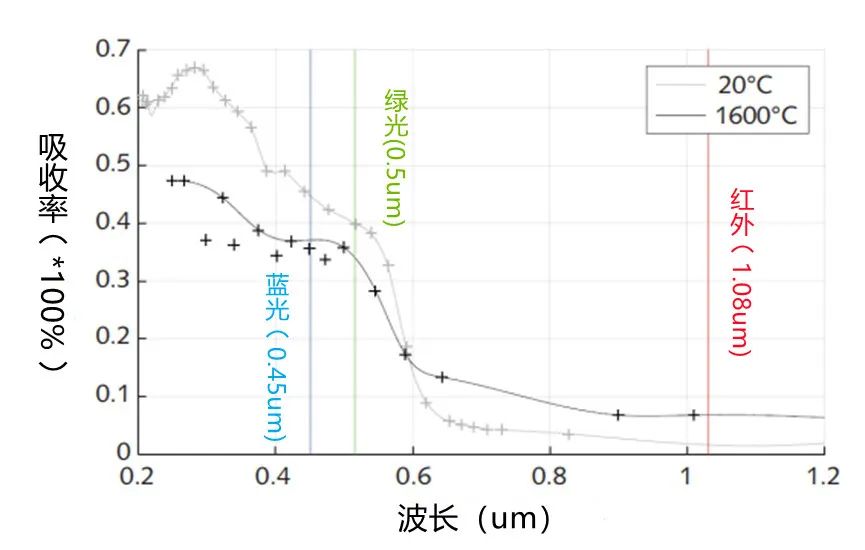
圖4 :銅在固態(tài)和熔融狀態(tài)下對(duì)不同波段激光的吸收情況
(圖片來(lái)源:S. Kohl,德國(guó)光子技術(shù)研究所)
圖4給出了銅對(duì)不同波長(zhǎng)(紅外,綠光和藍(lán)光)在不同溫度下的吸收曲線。圖中綠色線條代表的就是銅分別在20℃(固態(tài))和1600℃(熔融態(tài))對(duì)綠光的吸收率。在室溫20℃,銅處于固態(tài)的時(shí)候,對(duì)綠光波段的吸收率為40%左右,而在溫度升至1600℃,銅處于熔融狀態(tài)后,吸收率反而下降了5%左右。即銅融化后對(duì)綠光的吸收是略有下降。這一特性有助于在加工銅時(shí)獲得穩(wěn)定的小孔,并能達(dá)到幾乎是零飛濺。這是綠光激光相對(duì)于紅外激光焊接的明顯優(yōu)勢(shì)。
2.2 純銅材料3D 打印
銅材料由于其優(yōu)異的熱導(dǎo)率、電導(dǎo)率等優(yōu)良特性,廣泛應(yīng)用高端制造。例如航空航天、高速列車、汽車工業(yè)等領(lǐng)域,在純銅材料3D 打印技術(shù)上,存在直接應(yīng)用需求。
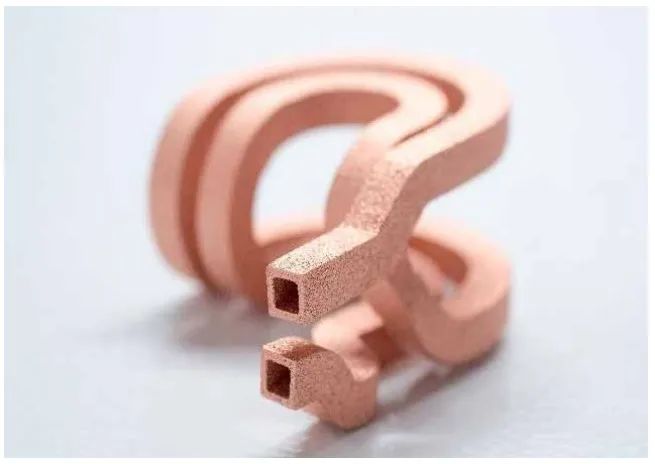
圖5純銅材料3D打印樣品
引自《綠光激光加工的新進(jìn)展》
金屬材料3D打印的激光光源,目前主要使用1um 近紅外單模光纖激光器。1um 近紅外單模光纖激光器由于銅材料的吸收系數(shù)上,存在吸收系數(shù)較低,并且隨溫度影響較大的缺點(diǎn),導(dǎo)致打印樣品致密度較低,而且過(guò)程穩(wěn)健性差。綠色激光,作為高反金屬材料3D打印的最佳光源,進(jìn)行純銅材料3D 打印,可以良好的解決相關(guān)問(wèn)題,實(shí)現(xiàn)大于99.95%的致密度。

圖6. 純銅材料3D打印光源效果對(duì)比 (引自3D Science Valley)
03 公大激光的高功率連續(xù)單模綠光
深圳公大激光有限公司主要從事“先進(jìn)短波長(zhǎng)光纖激光器"和“激光精密加工解決方案”的研發(fā)、生產(chǎn)和銷售,是一家專注于中高功率短波長(zhǎng)(綠光和紫外)光纖激光器的研發(fā)、生產(chǎn)和應(yīng)用方案的激光器公司。目前主要產(chǎn)品有50-500W高功率單模綠光激光器和100-1000W MOPA單模脈沖光纖激光器。
公大激光一直專注于高功率短波長(zhǎng)光纖激光器的研發(fā),并率先在國(guó)內(nèi)推出了可用于高反金屬3D 打印及精密焊接的500W 單模綠光激光器:GCL-500 。GCL-500綠光激光器采用全光纖基頻加腔外倍頻的方案,獲得了最高超過(guò)500W的單模連續(xù)綠光輸出,填補(bǔ)了該類型產(chǎn)品在國(guó)內(nèi)的空白。
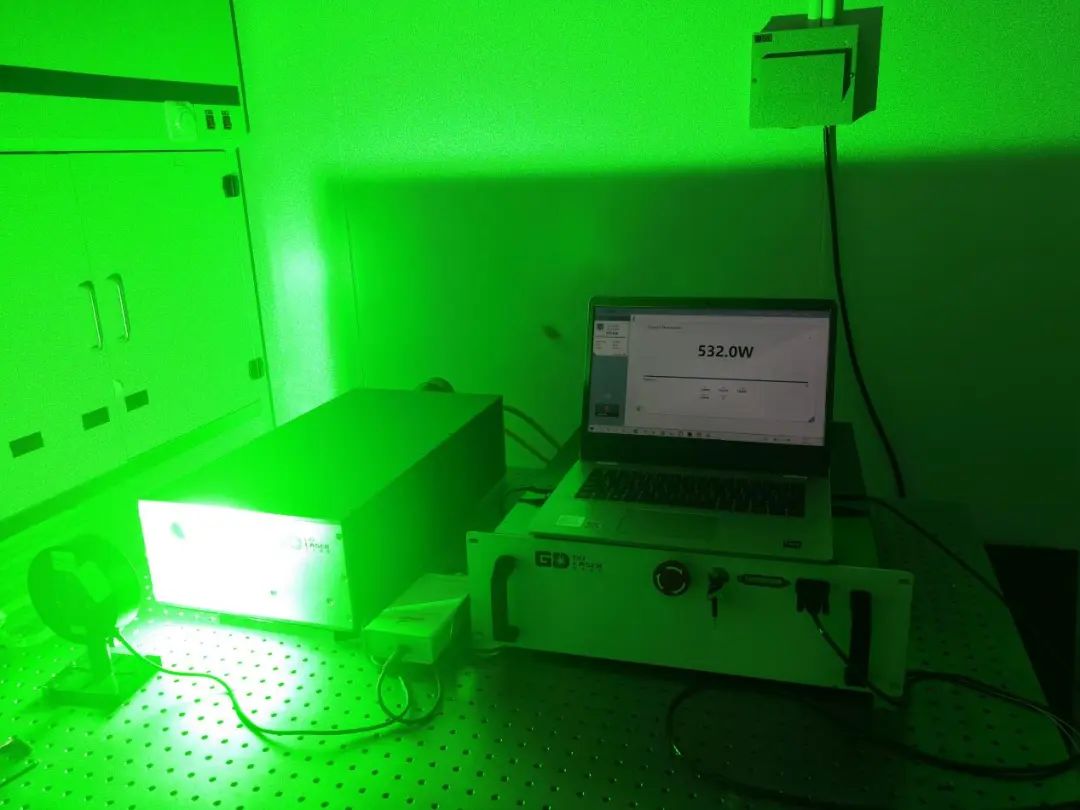
圖7. 500W 連續(xù)綠光輸出功率測(cè)試
測(cè)量的主要激光特性見(jiàn)下:
(1)GCL-500基本參數(shù)
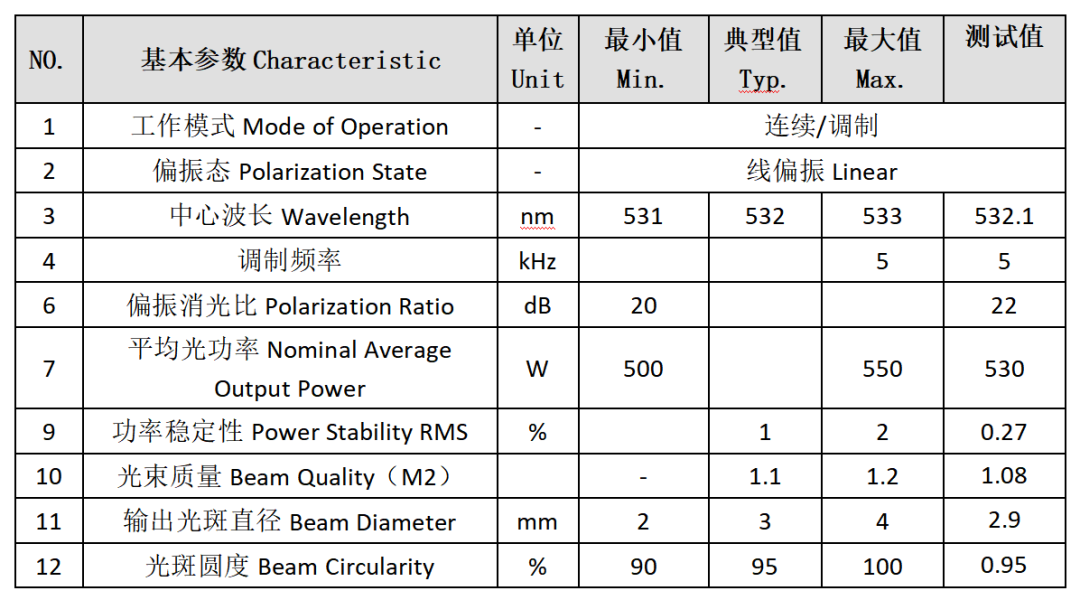
表1 GCL-500 基本參數(shù)
(2)功率-基頻曲線
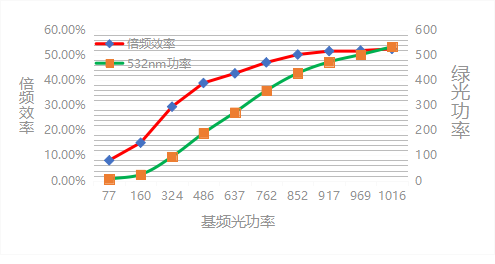
圖8 500W 連續(xù)綠光-倍頻功率和效率曲線
(3)功率穩(wěn)定性
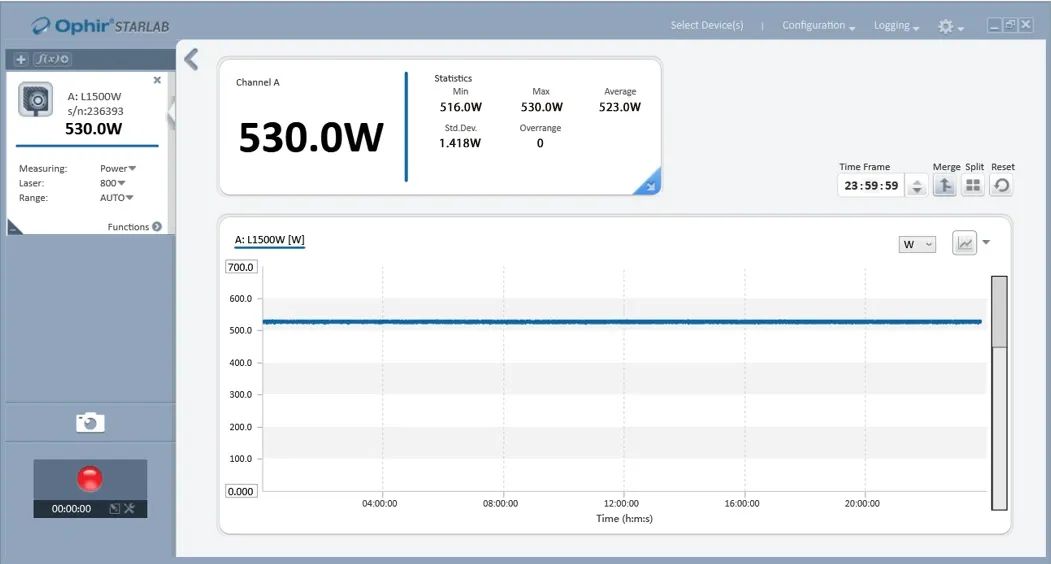
圖9 24小時(shí)功率穩(wěn)定性測(cè)試曲線
(4)輸出光束質(zhì)量
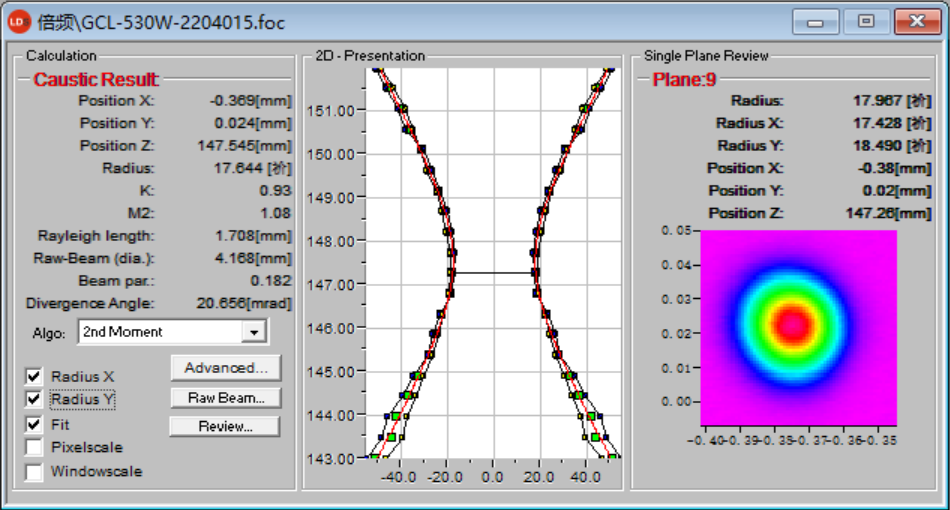
圖10 530W功率輸出,GCL-500光束質(zhì)量M2測(cè)試結(jié)果
(5)輸出光斑能量分布
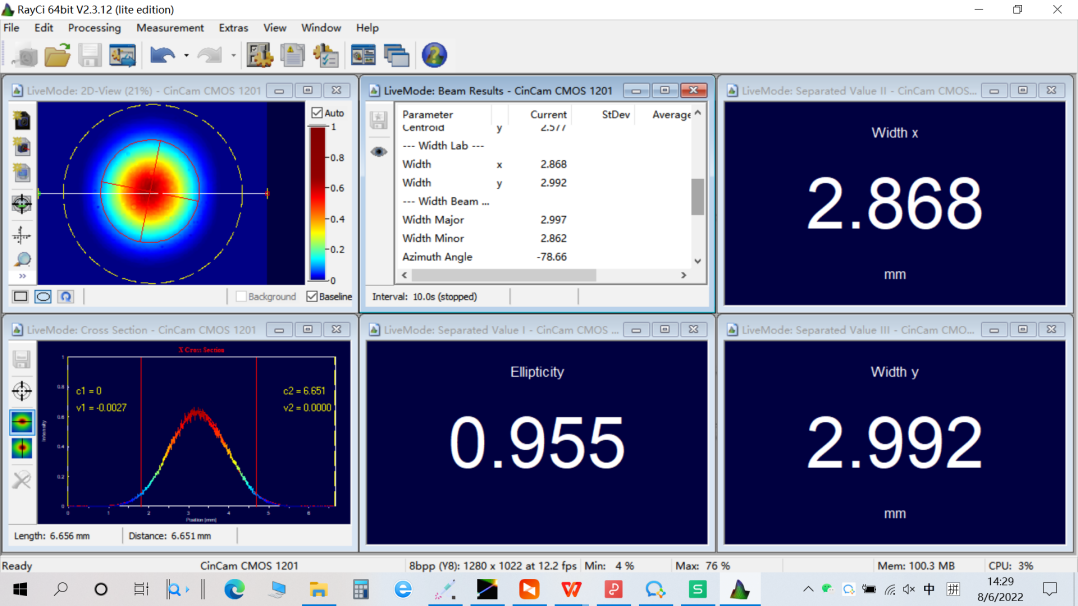
圖11 530W功率輸出,GCL-500輸出光斑測(cè)試結(jié)果-距離輸出端口2m位置
04 致力于短波長(zhǎng)高功率激光器的
先進(jìn)應(yīng)用
GCL-500連續(xù)單模綠光激光器的輸出功率穩(wěn)定性良好,光束質(zhì)量?jī)?yōu)異,對(duì)高反材料尤其是銅的高吸收率,使其有望應(yīng)用于純銅材料的3D打印。通過(guò)進(jìn)一步增加空間調(diào)制器,還可以獲得高速調(diào)制頻率的脈沖綠光,這使得它在高反材料的精密切割和焊接上也具有廣泛的應(yīng)用前景。
GCL-500連續(xù)單模綠光激光器,采用自由空間輸出,有利于保證優(yōu)異的光束質(zhì)量。該激光器也可以提供耦合至光纖的柔性傳輸方式,更方便地匹配自動(dòng)化控制,應(yīng)用于高反材料焊接工藝。激光焊接工藝經(jīng)過(guò)長(zhǎng)時(shí)間的摸索表明,采用不同能量分布的輸出光斑(光束整形),可獲得更優(yōu)的焊接效果。另外,基于公大激光的GCL-500單模塊單模綠光激光器,也可以進(jìn)行多模塊空間或者光纖合束。一方面,可獲得靈活光束能量分布的綠光輸出;另一方面,可以獲得數(shù)千瓦級(jí)乃至上萬(wàn)瓦的連續(xù)光纖綠光輸出,為高質(zhì)量、高效率、高良率的激光焊接提供核心的高功率短波長(zhǎng)光源。
連續(xù)高功率綠光激光器,可在銅材料的加工應(yīng)用上,提供一種有效的解決方案,有望在純銅3D打印及高反金屬精密焊接上大放異彩。
此文來(lái)自于:科維網(wǎng)激光