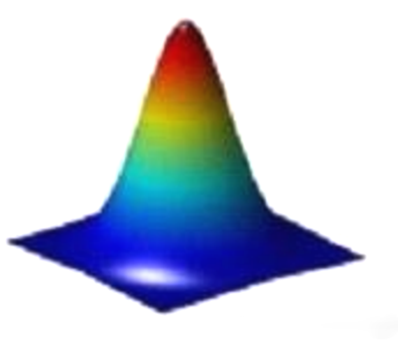
激光一般都是高斯光束,即光束強度在空間上呈現高斯分布,這樣的光束具有中間強度十分高,往外沿著高斯輪廓逐漸下降。
而在實際的應用中,往往不僅需要高斯光束,針對特定的應用需求,還會對激光光束具有特定的要求。比如:在能量分布上,具備環形分布;在光束形狀上,具有方形,圓形等形狀。
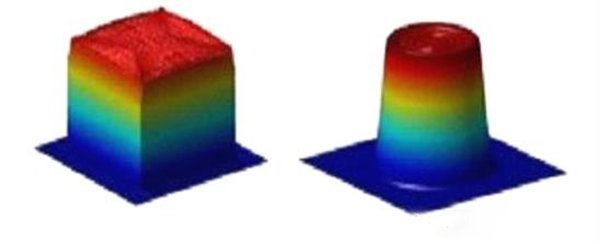
高斯光束的能量分布較為不均勻,中間能量過高,會引起局部溫度過高從而影響激光與物質間的相互作用;兩翼能量過低,降低了利用率。因此,在某些場合,需要將高斯光束整形成能量均勻分布的平頂光束,以改善激光加工效果。
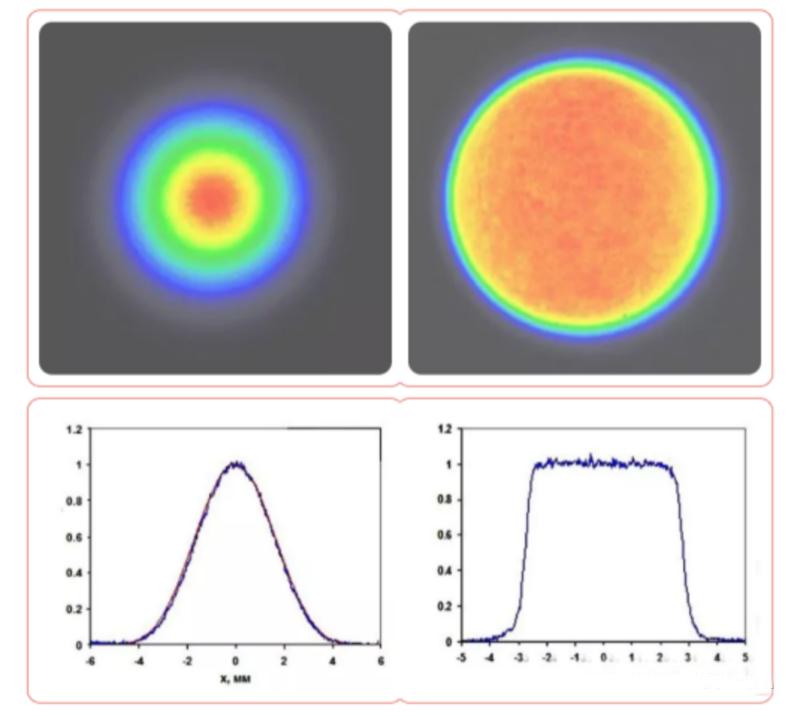
下圖所示分別為高斯激光輪廓和平頂激光輪廓的特點:
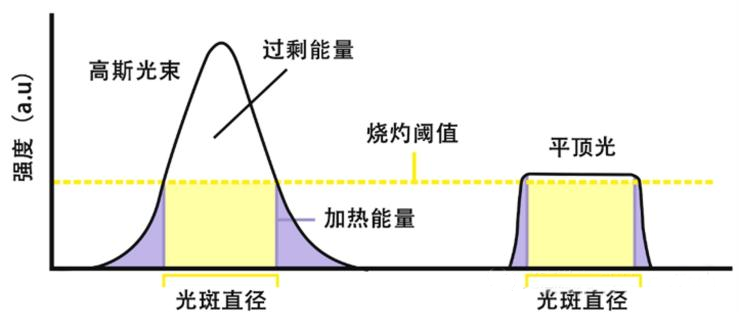
光束可用中心區域兩側的低強度部分稱為“兩翼”,其強度低于激光加工應用所需的灼燒閾值,這些兩翼的能量通常會被浪費掉,導致能量利用率大大降低;同時,兩翼的能量也會損傷目標區域以外的周圍區域,從而擴展熱影響區。另一方面,高于灼燒閾值的高強度部分稱為“過剩能量”,這些過剩能量有可能損壞基材;更有甚者,中心部分能量過于集中,很容易將光學器件損壞。
與高斯激光束相比,平頂激光束能更有效地利用能量。在高斯光束輪廓中,中間高于應用要求的強度閾值的過剩能量和兩翼中低于閾值要求的能量,都被浪費掉了。平頂光束輪廓中沒有兩翼,但具有較陡的邊緣過渡,因此能量利用效率更高,并且對周圍區域的損傷也會減少。
從上圖可以看出,與高斯光束相比,平頂光束的能量能夠更清晰地包含在給定區域中。使用平頂光束焊接或切割,都將更加準確,并且對周圍區域的損傷也會減少。
利用平頂光束進行切割時,可以產生更干凈的切口和更銳利的邊緣。
利用平頂光束進行焊接時,焊接的縫隙將會比高斯光束情形下更加勻滑。
平頂光束有哪些缺點?
與高斯光束不同的是,在自由空間中傳播時,強度形狀會發生變化,所以不利于長距離傳播。而高斯光束在傳播過程中,即使光束大小改變,光束輪廓仍然是高斯。
通常激光器發出的都是高斯光束,然后需要采用一些合適的光學元件改變其強度形狀才能得到平頂光束。
激光獨有的HBF技術(High Brightness Flat-top),通過光纖輸出高亮度平頂光,光斑邊緣銳利,高能量閾值,可以提高激光能量利用率的同時降低熱影響區和損傷,有效提高激光加工速度和精度。
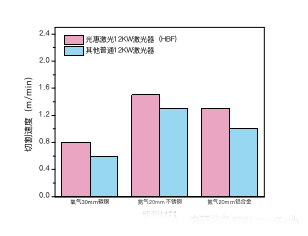
以5M-12000W激光器為例,相比同功率段的其他激光器,可以大幅度提高能量利用率,最直觀的體現就是切割速度大大加快。
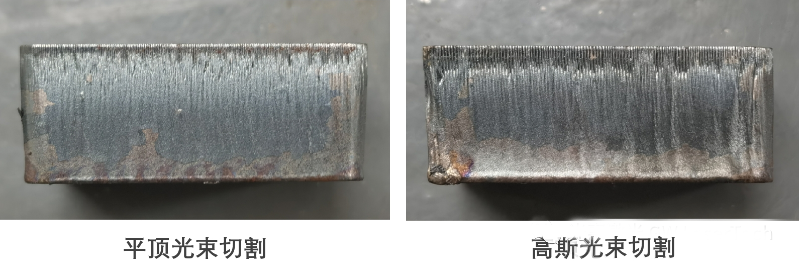
在切割厚板時(下圖所示為氧氣切割16mm碳鋼),使用HBF技術的平頂光斑切割相比高斯光斑來說,切割面更加光滑,切口邊緣更加銳利。
高斯和平頂是激光束的一個重要特性,了解它們的區別之后,今后的激光加工中,就可以根據這些區別合理地選擇。
來源:光惠激光