鈑金加工通常是指對(duì)6mm以下的金屬板材進(jìn)行冷加工的一種加工工藝。鈑金加工通常可分為沖壓加工和數(shù)控鈑金加工,前者適合大批量生產(chǎn),后者適合小批量生產(chǎn)。本文主要針對(duì)小批量生產(chǎn)情況下鈑金激光切割下料過(guò)程中產(chǎn)生切割波紋的影響因素進(jìn)行分析并加以改善。
鈑金加工應(yīng)用到的領(lǐng)域非常廣泛,如機(jī)箱柜體、家電產(chǎn)品、五金制品、儀器儀表、廣告牌、燈具等多種機(jī)械制造加工行業(yè)都有廣泛應(yīng)用。其特點(diǎn)是不需要額外工具,加工速度快,周期短,表面變形小,可加工材料種類多樣。近些年,由于需要適應(yīng)小批量、多樣性的市場(chǎng)需求,我公司為了擴(kuò)大市場(chǎng)領(lǐng)域,開(kāi)始發(fā)展光盤庫(kù)產(chǎn)業(yè)。光盤庫(kù)的內(nèi)部動(dòng)作組件是整個(gè)光盤庫(kù)機(jī)柜的核心部分,對(duì)整個(gè)機(jī)構(gòu)的動(dòng)作性能起著至關(guān)重要的作用,機(jī)柜內(nèi)部核心鈑金制品的工藝尺寸精度要求為±0.1mm,為保證加工精度,我公司引進(jìn)日本設(shè)備廠家AMADA生產(chǎn)的光纖激光沖壓復(fù)合機(jī),用于鈑金制品激光切割下料,該設(shè)備的加工精度為±0.07mm/1000mm。盡管設(shè)備精度較高,但是在激光切割下料過(guò)程中仍會(huì)出現(xiàn)切割異常現(xiàn)象,如切割波紋、切割毛刺等問(wèn)題,而且由于光盤庫(kù)產(chǎn)品使用的特殊性,這些異常品會(huì)直接影響內(nèi)部組件的動(dòng)作性能,異常品不可使用,因此直接增加了加工成本。對(duì)不良產(chǎn)品綜合分析比較發(fā)現(xiàn),切割波紋多發(fā)生在尺寸相對(duì)較大的產(chǎn)品上,且產(chǎn)品不良率高達(dá)10%左右,而尺寸較小的制品出現(xiàn)切割波紋的現(xiàn)象較少,產(chǎn)品不良率不足1%。為減少生產(chǎn)損失,降低加工成本,亟需對(duì)激光切割下料過(guò)程進(jìn)行分析研究。
切割下料現(xiàn)狀
采用復(fù)合機(jī)進(jìn)行鈑金激光切割下料時(shí),機(jī)床夾鉗夾持板材沿X方向和Y方向移動(dòng),制品加工設(shè)備及加工區(qū)域如圖1所示。但隨著加工的不斷進(jìn)行,板材局部應(yīng)力被釋放,強(qiáng)度逐漸減弱,導(dǎo)致板材在運(yùn)動(dòng)過(guò)程中產(chǎn)生晃動(dòng),從而產(chǎn)生激光切割波紋,造成加工制品不良。而切割波紋的大小還與制品的加工方向、初始加工位置、制品取出順序等因素有關(guān),不同情況的切割波紋不良現(xiàn)象如圖2、圖3所示。且大尺寸制品由于從板材上切割開(kāi)后,板材的應(yīng)力釋放會(huì)較大,因此在切割板材剩余部分時(shí),板材隨夾鉗移動(dòng),晃動(dòng)就會(huì)更大,造成切割剩余制品時(shí)產(chǎn)生切割波紋。由于產(chǎn)品尺寸較大、加工時(shí)間較長(zhǎng),因此造成加工費(fèi)用及材料浪費(fèi)較多,所以盡可能保證板材在切割運(yùn)動(dòng)過(guò)程中的受力穩(wěn)定及受力強(qiáng)度是切割下料過(guò)程中需要重點(diǎn)考慮的問(wèn)題。

圖1 加工設(shè)備及加工區(qū)域
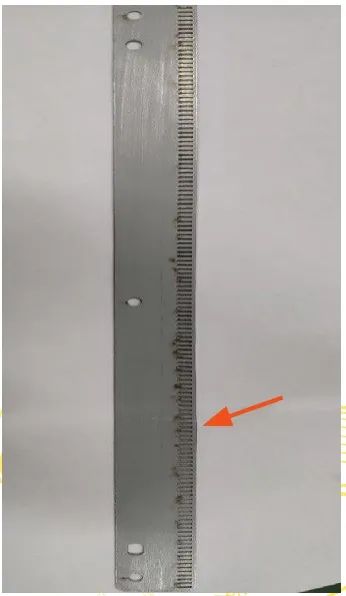
圖2 切割波紋狀態(tài)1
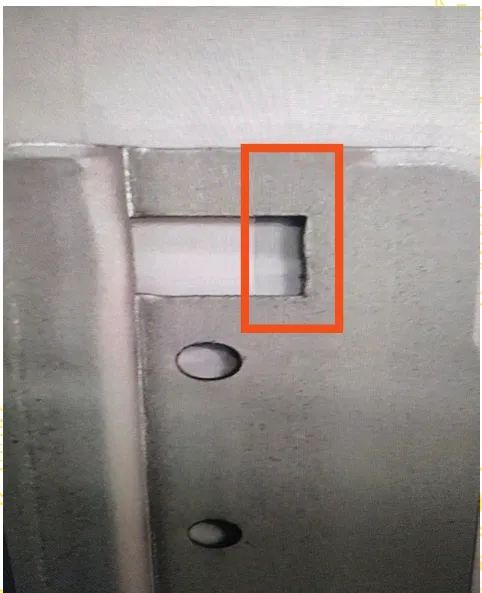
圖3 切割波紋狀態(tài)2
切割波紋影響因素
制品加工起始位置
切割加工時(shí),制品的加工起始位置對(duì)切割波紋的產(chǎn)生起著重要作用。加工起始位置通常是從遠(yuǎn)離夾鉗一端開(kāi)始切割或者從靠近夾鉗一端開(kāi)始切割。當(dāng)制品從遠(yuǎn)離夾鉗的位置開(kāi)始加工時(shí),如圖4所示,夾鉗端的板材可以保證最后被切割,這樣可以很好地保證板材應(yīng)力未被提前釋放,保證板材的強(qiáng)度,直接保證板材在運(yùn)動(dòng)過(guò)程中的穩(wěn)定性,從而避免切割波紋現(xiàn)象的產(chǎn)生。而當(dāng)制品從靠近夾鉗的位置開(kāi)始加工時(shí),如圖5所示,加工剛開(kāi)始,板材應(yīng)力還未被破壞太多,因此切割波紋的現(xiàn)象通常不會(huì)發(fā)生,但隨著加工的不斷進(jìn)行,當(dāng)靠近夾鉗端的板材被不斷切割開(kāi)后,夾鉗端的板材應(yīng)力被逐漸釋放,造成板材“頭重腳輕”,使得板材在運(yùn)動(dòng)過(guò)程中穩(wěn)定性大大降低。當(dāng)加工逐漸向遠(yuǎn)離夾鉗的方向進(jìn)行時(shí),外圍制品勢(shì)必會(huì)由于板材強(qiáng)度不足而造成切割波紋產(chǎn)生。因此,在編程過(guò)程中,需要保證制品從遠(yuǎn)離夾鉗一端開(kāi)始切割,并依次向夾鉗端靠近,這樣可以很好地保證板材強(qiáng)度,避免切割波紋的產(chǎn)生。
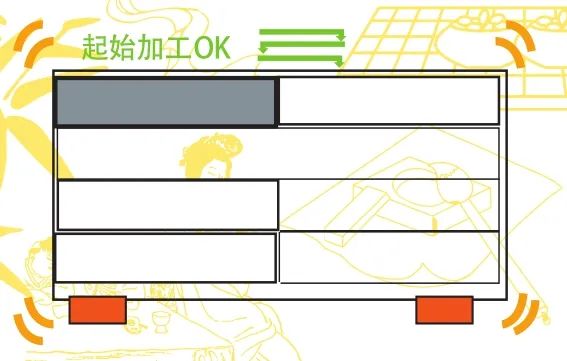
圖4 加工起始位置好
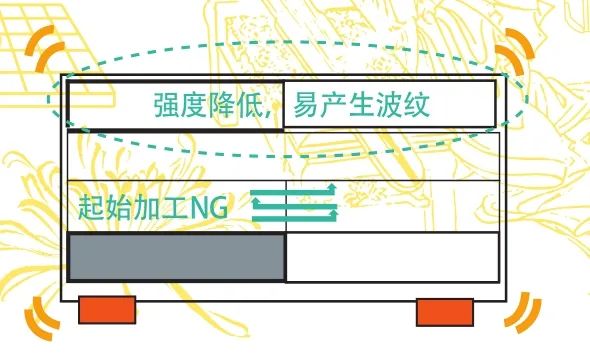
圖5 加工起始位置差
切割入刀點(diǎn)位置與加工方向
在鈑金切割過(guò)程中,切割的入刀點(diǎn)也自然會(huì)成為其回刀點(diǎn)。選擇合理的入刀點(diǎn)會(huì)降低產(chǎn)生切割波紋的概率。當(dāng)加工剛開(kāi)始時(shí),由于板材強(qiáng)度較好,切割入刀點(diǎn)及加工方向?qū)η懈畈粫?huì)產(chǎn)生太大影響,但當(dāng)加工接近尾聲時(shí),對(duì)于剩余的待加工制品來(lái)說(shuō),其入刀點(diǎn)和加工方向?qū)η懈钍欠癞a(chǎn)生波紋有著重要影響。要保證制品靠近夾鉗端的強(qiáng)度,這樣才能更好地避免切割波紋的產(chǎn)生。當(dāng)入刀點(diǎn)選擇在制品中間位置時(shí),無(wú)論是順時(shí)針切割還是逆時(shí)針切割,都會(huì)使制品的底部先被切開(kāi),造成板材應(yīng)力釋放,強(qiáng)度降低,穩(wěn)定性下降,最終導(dǎo)致制品局部切割波紋的產(chǎn)生,如圖6所示。而當(dāng)入刀點(diǎn)選擇在底部端點(diǎn)時(shí),制品靠近夾鉗端被最后切斷,這樣板材應(yīng)力未被提前釋放,運(yùn)動(dòng)穩(wěn)定,切割波紋產(chǎn)生的概率就會(huì)大大降低,如圖7所示。當(dāng)然,也要根據(jù)順時(shí)針切割還是逆時(shí)針切割選擇入刀點(diǎn)在左側(cè)底部還是右側(cè)底部。因此在編程時(shí),關(guān)于切割入刀點(diǎn)及加工方向的選擇,只要盡可能保證制品靠近夾鉗端被最后切斷且運(yùn)動(dòng)距離越短,越可以在一定程度上避免切割波紋的產(chǎn)生。
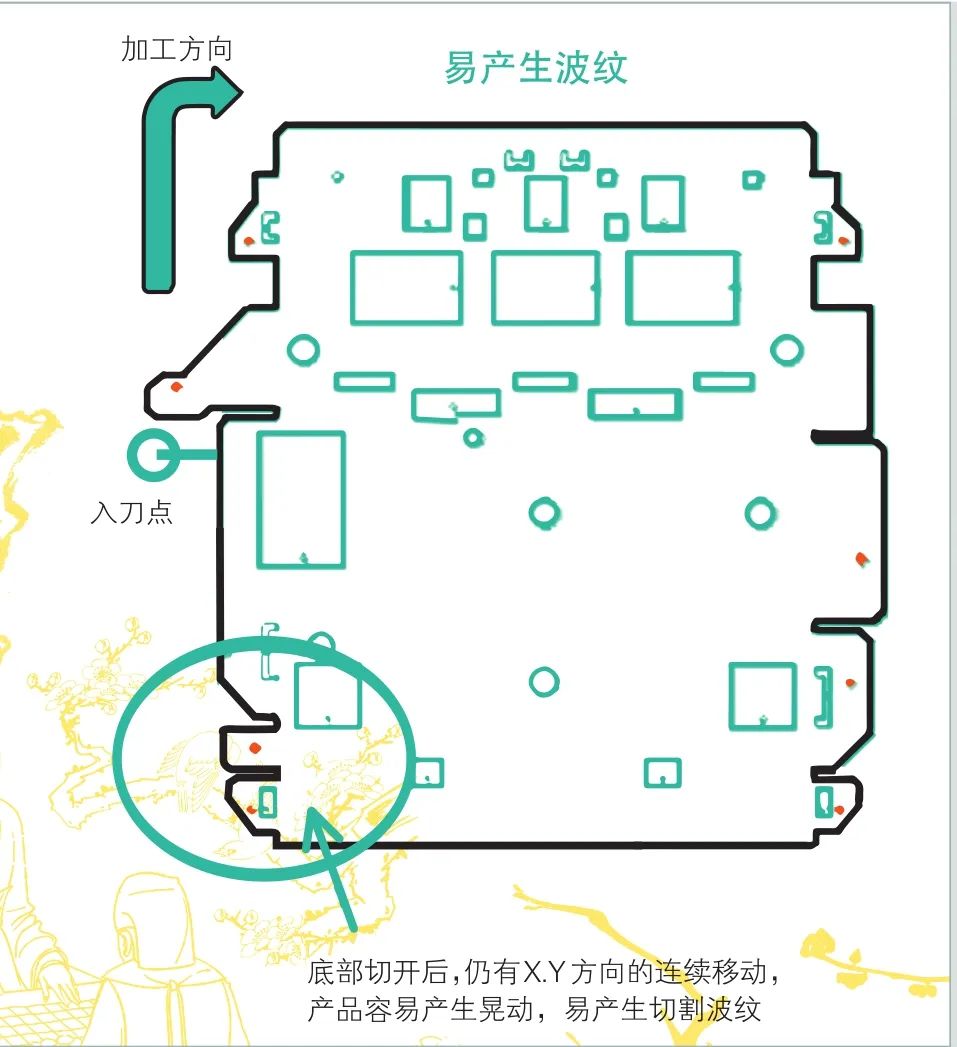
圖6 入刀點(diǎn)位置差
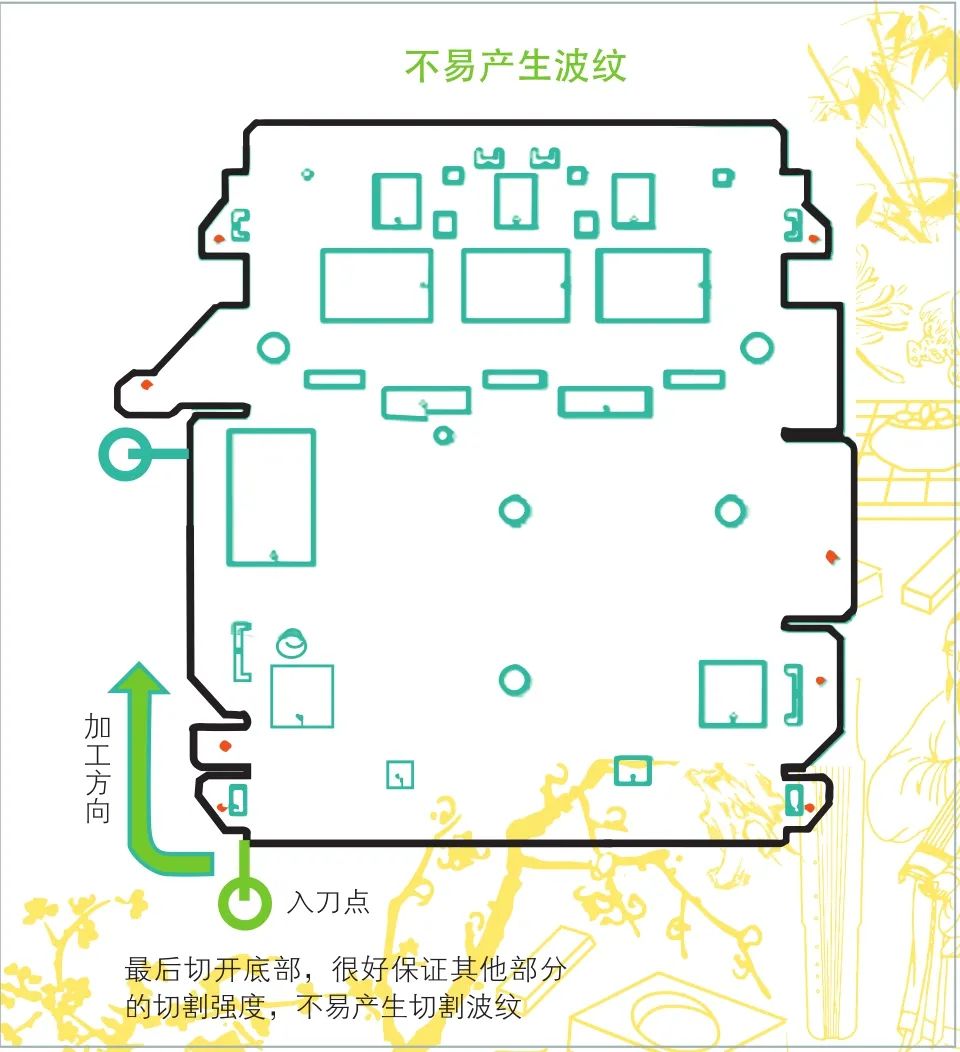
圖7 入刀點(diǎn)位置好
夾鉗夾持位置
夾鉗的作用,其一就是夾持板材隨著加工程序進(jìn)行X、Y方向的運(yùn)動(dòng),其二就是保證板材在加工運(yùn)行過(guò)程中的穩(wěn)定性。因此,要合理分布夾鉗夾持板材的位置,做到夾鉗分布均勻,避免夾鉗偏向一側(cè)導(dǎo)致板材不穩(wěn)定產(chǎn)生晃動(dòng),導(dǎo)致切割波紋的產(chǎn)生。夾鉗夾持位置對(duì)比如圖8所示,此因素對(duì)切割波紋雖有一定影響,但屬于操作過(guò)程中可避免的影響因素。
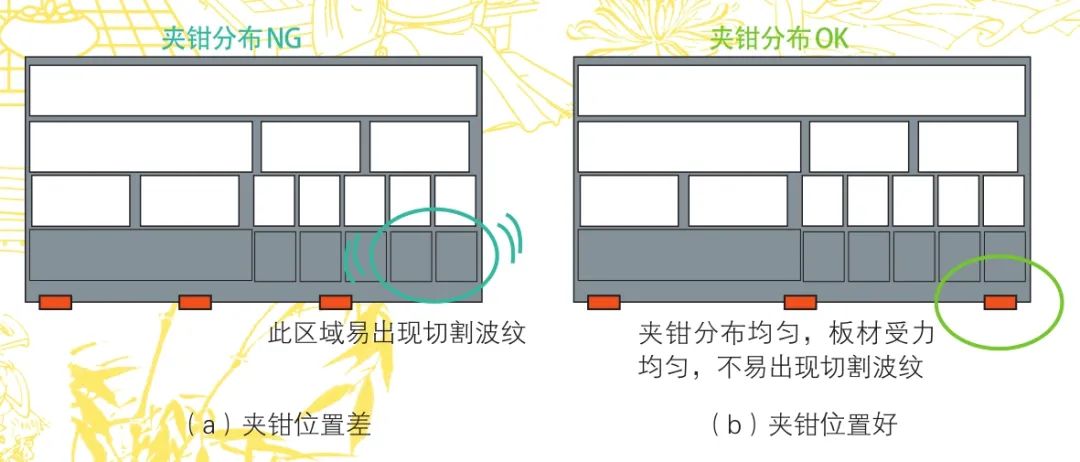
圖8 夾鉗夾持位置
制品取出順序
生產(chǎn)過(guò)程中,有時(shí)會(huì)使用TK機(jī)械手輔助取出切割完成的制品,這樣能更好地節(jié)約人力物力,實(shí)現(xiàn)設(shè)備的全自動(dòng)化生產(chǎn)。但是在使用TK機(jī)械手取出制品時(shí)需要注意,要控制好制品的取出順序,避免板材因強(qiáng)度減弱、材料晃動(dòng)產(chǎn)生切割波紋。如果先選擇將板材兩端制品取出,再將板材中間的制品取出,這樣就會(huì)造成板材兩端的應(yīng)力被釋放,板材強(qiáng)度不足,當(dāng)加工程序進(jìn)行到板材中間位置時(shí),板材勢(shì)必會(huì)因強(qiáng)度不足而產(chǎn)生晃動(dòng),造成制品的切割波紋,如圖9所示,且產(chǎn)品不良率較高,加工損失較大。如果從遠(yuǎn)離夾鉗一側(cè)將制品依次取出,這樣可以很好地保證加工位置板材應(yīng)力集中,運(yùn)動(dòng)穩(wěn)定,避免產(chǎn)生切割波紋,如圖10所示。因此在加工編程時(shí),要保證被取出的制品從遠(yuǎn)離夾鉗一端依次進(jìn)行,這樣可以很好地保證板材強(qiáng)度,避免板材在運(yùn)動(dòng)過(guò)程中因強(qiáng)度不足而產(chǎn)生晃動(dòng),從而避免切割波紋的產(chǎn)生。
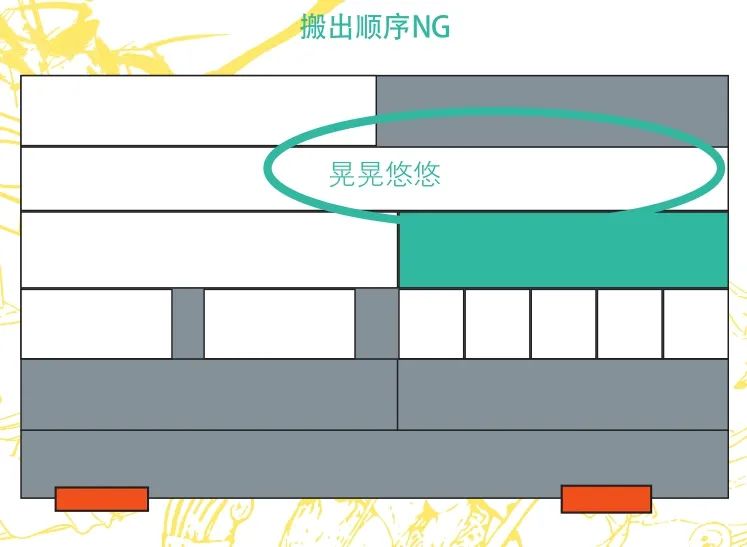
圖9 制品取出順序差
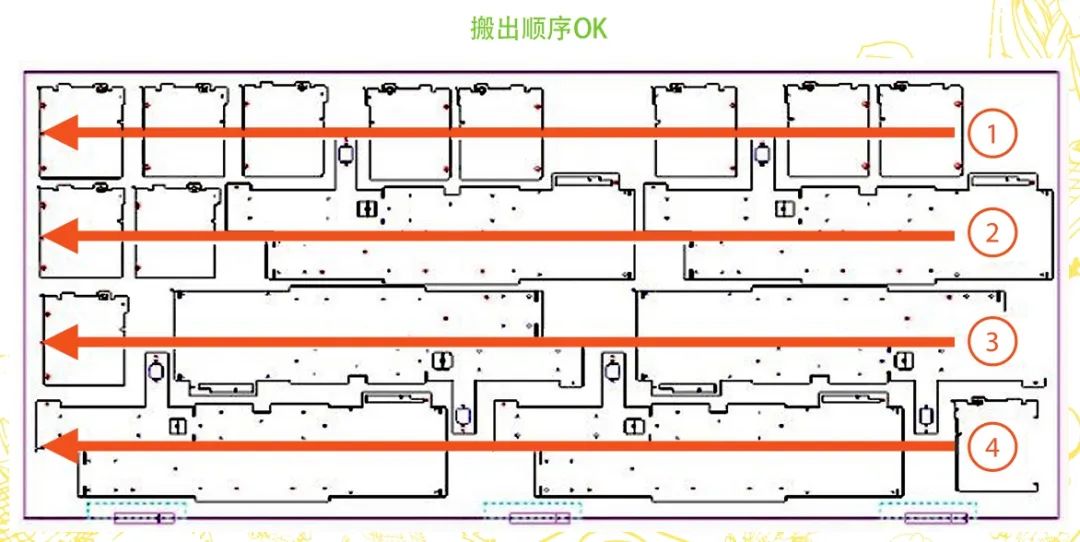
圖10 制品取出順序好
結(jié) 束 語(yǔ)
以上研究的影響因素是根據(jù)現(xiàn)階段出現(xiàn)的切割波紋的情況進(jìn)行分析而做的延伸分享。切割波紋的產(chǎn)生不是由某個(gè)因素影響產(chǎn)生的,是在多個(gè)因素共同作用下產(chǎn)生的,與制品的大小、尺寸、重量、加工速度等都有一定的關(guān)系。要想避免切割波紋的產(chǎn)生,需要在編程過(guò)程中做好全面考慮,從而降低切割波紋產(chǎn)生的可能性。
——摘自《鈑金與制作》2022年第5期