1. 激光焊接:工藝壁壘較高,大圓柱等新電池技術(shù)拉動焊接量上行
激光技術(shù)具有高效精密、靈活、可靠穩(wěn)定、焊材損耗小、自動化和安全程度高 等特點被充分應(yīng)用于鋰電池切割、清洗、焊接、打碼等工序中。根據(jù)激光制造網(wǎng)官 方微信公眾號信息,在國家政策的大力支持及新能源汽車推廣應(yīng)用進程加快的帶動 下,中國車用動力電池需求大幅增長。新能源汽車電池、電機、電控三大核心零部件中,核心部件動力鋰電池在整車成本中所占比例高,也直接決定整車續(xù)航里程。鋰電池的生產(chǎn)制造是由一道道工序連接而成,其生產(chǎn)過程主要分為極片制造、電芯 制作以及電池組裝三部分。鋰電池質(zhì)量直接決定新能源汽車的性能,因此對其制造 工序有著極高的精度要求。激光技術(shù)作為先進的“光”制造工具,以其高效精密、靈活、可靠穩(wěn)定、焊材損耗小、自動化和安全程度高等特點,被應(yīng)用于動力鋰電池部 件加工的切割、清洗、焊接和打碼等工序中。
2. 激光焊接:工藝壁壘較高,大圓柱等新電池技術(shù)拉動焊接量上行
2.1 原理:保障電池安全性,焊接質(zhì)量取決于激光器能量控制與過程 工藝參數(shù)
激光焊接具有熔深深、速度快、變形小等諸多優(yōu)點,可大幅提升動力電池的安 全性。根據(jù)聯(lián)贏激光招股說明書,激光焊接作為一種現(xiàn)代焊接技術(shù),具有熔深深、 速度快、變形小、對焊接環(huán)境要求不高、功率密度大、不受磁場的影響、不局限于 導(dǎo)電材料、不需要真空的工作條件并且焊接過程中不產(chǎn)生 X 射線等優(yōu)勢,被廣泛應(yīng)用于高端精密制造領(lǐng)域,尤其是新能源汽車及動力電池行業(yè)。動力電池焊接部位 多、難度大、精度要求高,動力電池廠商對電池生產(chǎn)設(shè)備的自動化、安全性、精密性、加工效率的要求也高。激光焊接技術(shù)獨特的優(yōu)勢可大幅提升電池的安全性、可 靠性、一致性,降低成本,延長使用壽命,成為了動力電池廠商最優(yōu)的選擇。性、 可靠性、一致性,降低成本,延長使用壽命,成為了動力電池廠商最優(yōu)的選擇。
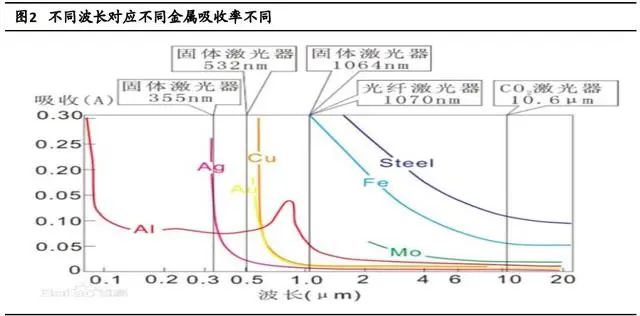
決定激光焊接質(zhì)量的主要核心要素為激光器能量控制及焊接工藝技術(shù)。①激光器能量控制:根據(jù)聯(lián)贏激光招股說明書,由于被焊接的材料對不同波 長激光的吸收率不同(可以從 5%到 50%不等),激光器選擇不同,焊接效果完全不同。為了對焊件輸出統(tǒng)一、穩(wěn)定的焊接激光束,就需要激光輸出功率具有良好的一 致性或者能夠精確控制激光輸出功率,功率過低會導(dǎo)致焊接熔融不足而影響焊接質(zhì) 量,功率過高或上下波動會導(dǎo)致飛濺、氣孔等不良效果。因此,激光器能量的控制 就成為激光焊接最為關(guān)鍵的技術(shù)之一。
②焊接工藝技術(shù):根據(jù)聯(lián)贏激光招股說明書,激光與物質(zhì)的作用過程較為復(fù) 雜,激光焊接效果與激光波長、功率密度大小、焊接時間、焊接頭角度、焦點距離、焊件對激光的吸收率及清潔程度、焊件的厚度及導(dǎo)熱性能、保護氣體類型及流 量等數(shù)十種因素有關(guān)。因此,激光焊接工藝技術(shù)也是影響焊接質(zhì)量關(guān)鍵的因素之 一,需要激光焊接工藝技術(shù)人員不斷摸索總結(jié),長時間實驗積累才能夠獲得良好的焊接效果。
按照工作原理焊接可分為五種類型,根據(jù)不同的應(yīng)用要求選取不同的焊接方式,以達到最佳效果。根據(jù)聯(lián)贏激光招股說明書,根據(jù)工作原理的不同,適配不同 的加工場景,激光焊接可分為熱傳導(dǎo)焊、深熔焊、復(fù)合焊接、激光釬焊和激光傳導(dǎo) 焊接五種。根據(jù)不同的客戶、不同的加工應(yīng)用場景,選取合適的焊接方式,以達到 最佳的焊接效果。
2.2 應(yīng)用現(xiàn)狀:電芯制造、PACK 焊接價值量約 1000-3000 萬/GWh
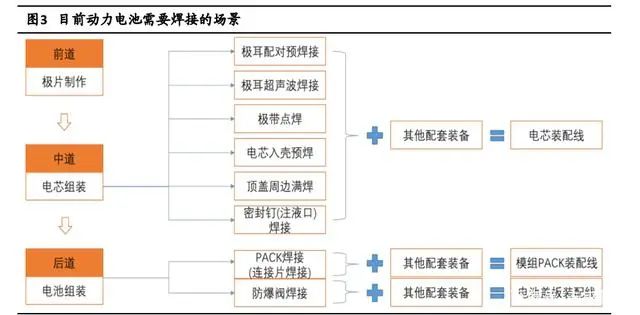
在動力電池的生產(chǎn)中使用激光焊接的環(huán)節(jié)在電芯制造環(huán)節(jié)與電池 PACK 環(huán)節(jié)。根據(jù)聯(lián)贏激光官網(wǎng)信息,在動力電池的生產(chǎn)中,使用激光焊接的環(huán)節(jié)主要包括:①中道工藝:極耳的焊接(包括預(yù)焊接)、極帶的點焊接、電芯入殼的預(yù)焊、外 殼頂蓋密封焊接、注液口密封焊接等;②后道工藝:包括電池 PACK 模組時的連接片焊接,以及模組后的蓋板上的防爆閥焊接等。
前激光焊價值量約為 1000-3000 萬元/GWh。根據(jù)聯(lián)贏激光招股說明書,激光焊接設(shè)備在動力電池廠商投入中約占比 5-15%,根據(jù)高工鋰電官網(wǎng)信息,按照動力電 池單 GWh 設(shè)備投資額約為 2 億元測算,目前動力電池激光焊接設(shè)備單 GWh 投入在 1000 萬元至 3000 萬元。
2.3 需求:全球“缺芯”下半導(dǎo)體廠擴大資本開支,設(shè)備景氣度持續(xù)上行
4680 大圓柱對激光工藝要求更高,且相比方形電池、小圓柱電池焊接量有望 上行。1)4680 電池對激光工藝求要求更高,極耳形態(tài)不受控制是工藝難點。根據(jù)華 經(jīng)產(chǎn)業(yè)研究院官網(wǎng)信息,4680 電池采用全極耳工藝,打破了傳統(tǒng)電池一正一負兩個 極耳的模式,其工藝難點在于極耳形態(tài)不受控,易發(fā)生短路,制造時兩段封閉,電 解液滲入阻礙大,并且多極耳很難折疊整齊,對激光工藝要求更高。2)4680 大圓柱電池激光焊接相比方形電池、小圓柱電池分別在焊接工序、所需焊接設(shè)備上有所增加。根據(jù)華經(jīng)產(chǎn)業(yè)研究院官網(wǎng)信息,1)相比方形電池,大圓 柱的全極耳所需的面焊,其激光焊接工序從 5 道增加至 7 道;2)從小圓柱電池看, 單 GWh 相較于 18650 和 21700 電池產(chǎn)線增加 5 臺焊接設(shè)備。結(jié)合上述情況,我們 認為,4680 大圓柱的激光焊接需求相比方形電池、小圓柱電池有望增長。
其他焊接環(huán)節(jié)技術(shù):解決異種金屬焊接問題,比如電池 PACK 中匯流排焊接有 望替代為激光焊接,我們判斷,隨著激光焊接工藝不斷上行,激光焊接滲透率有望 上行。以方形電池后道模組/PACK 中匯流排焊接存在的 Al/Cu 異質(zhì)金屬焊接為例:①Al、Cu 對光吸收率低,且容易產(chǎn)生高脆性金屬化合物是 Al/Cu 難點:根據(jù) 《汽車電池模組件 Al/Cu 異種金屬激光焊接技術(shù)新進展》,由于 Al 和 Cu 的材料物理 性能迥異,Al/Cu 異種金屬激光焊接具有若干挑戰(zhàn)性的限制。一個主要是在 1um 的 激光波長下 Al 的吸收率低,而 Cu 的吸收率更低;另一個挑戰(zhàn)來自 Al-Cu 合金的冶 金性能,即高脆性的金屬化合物可能導(dǎo)致裂紋的形成。可能形成Cu含量為50%-80% 的金屬間化合物相。
匯流排焊接目前激光焊接仍無法解決脆性化合物問題,但激光焊接為大概率方 向。根據(jù)聯(lián)贏激光官網(wǎng),由于銅和鋁之間采用激光焊接后易形成脆性化合物,無法 滿足使用要求,通常采用超聲波焊接外,銅和銅、鋁和鋁一般均采用激光焊接。同 時,由于銅和鋁傳熱均很快,且對激光反射率高,連接片厚度相對較大,因此需要 采用較高功率的激光器才能夠?qū)崿F(xiàn)焊接。通過九種不同參數(shù)及方法的調(diào)整實驗,其 中 7 種有不同增益,我們認為,隨著未來激光工藝的不斷進步,匯流排 Al/Cu 激光 焊接存在問題有望得到解決,激光焊接為大概率方向。
3. 激光切割:極片激光切割替代加速,高倍率電池推動極耳/極片切割量提升
3.1 優(yōu)勢:較模切具精確度更高、運營成本較低等優(yōu)勢,助力電池生 產(chǎn)提效降本
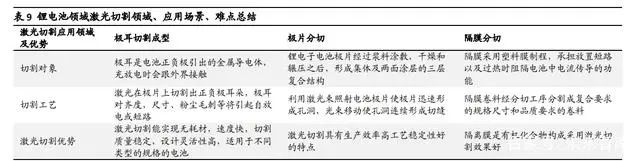
激光切割技術(shù)可應(yīng)用于鋰電池制造過程中的極耳切割成型、極片分切以及隔膜 分切等工序,相比模切,激光切割具有精確度更高、運營成本較低等優(yōu)勢,有助于 電池生產(chǎn)提效降本。根據(jù)維科網(wǎng)鋰電官方微信公眾號信息,傳統(tǒng)模切會不可避免地 出現(xiàn)磨損,粉塵掉落并產(chǎn)生毛刺,進而引起電池過熱、短路、甚至爆炸等各類危險 問題。為了避免鋰電池加工品質(zhì)不佳造成的危險,使用激光進行切割更適合。與傳 統(tǒng)的機械切割相比,激光切割擁有無物理磨損、切割形狀靈活、邊緣質(zhì)量控制、精 確性更高和運營成本較低等優(yōu)勢,有利于降低制造成本、提高生產(chǎn)效率、大幅縮短 新產(chǎn)品模切周期。
3.2 極耳切割:激光切割為主流技術(shù),放卷速度與張力控制是競爭要點
激光極耳成型是目前主流技術(shù),工藝參數(shù)、控制系統(tǒng)、切割工位設(shè)計決定切割 的速度和質(zhì)量。根據(jù)利元亨官網(wǎng)信息,傳統(tǒng)上極耳成型主要使用機械模切工藝。機 械模切工藝有模具損耗快、換模時間長、靈活性差和生產(chǎn)效率低等局限性,已經(jīng)越 來越不能滿足鋰電池制造的發(fā)展要求。由于激光切割技術(shù)的諸多優(yōu)點,隨著高功 率、高光束質(zhì)量納秒激光器、單模連續(xù)光纖技術(shù)的成熟,目前激光極耳切割逐漸成 為極耳成型技術(shù)的主流。穩(wěn)定的放卷速度、張力及極片寬度方向位置控制,精確穩(wěn) 定的放卷速度、張力和糾偏控制是實現(xiàn)高質(zhì)量高速度極耳成型的基礎(chǔ)。以海目星為例,根據(jù)維科號官網(wǎng)引用第二屆新能源汽車及動力電池國際交流會 中海目星軟件專家苗健燁的演講內(nèi)容,海目星擁有獨家集成化張力技術(shù),是由驅(qū)動 和反饋系統(tǒng)構(gòu)成,整個反饋系統(tǒng)結(jié)合了整體帶入實時的趨勢,采用理論算法和實際 反饋閉環(huán)相結(jié)合的開發(fā)理念,將驅(qū)動性能和調(diào)解性能銜接為一體,張力波動可以控 制在 2%以內(nèi),以及多樣切割兼容技術(shù),可實現(xiàn)飛行切割一鍵換行,滿足了客戶定 制化的需求。
3.3 極片切割:傳統(tǒng)模切效率成產(chǎn)線提效瓶頸,MOPA 技術(shù)兼具成本與性能優(yōu)勢
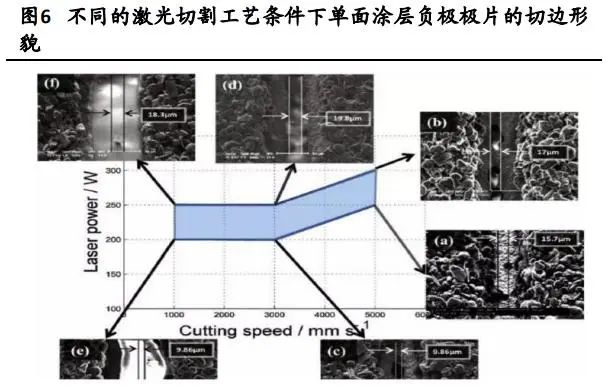
圓盤分切和模切品質(zhì)量不穩(wěn)定;激光能量和切割移動速度是兩個主要的工藝參 數(shù)。根據(jù)動力電池網(wǎng)信息,極片切割有圓盤分切和模切、激光切割三種方式,圓盤 分切和模切都存在刀具磨損問題,這容易引起工藝不穩(wěn)定,導(dǎo)致極片裁切品質(zhì)差, 引起電池性能下降;激光能量和切割移動速度是兩個主要的工藝參數(shù),對切割質(zhì)量 影響巨大。當(dāng)激光功率太低或者移動速度太快時,極片不能完全切開,而當(dāng)功率太高或移動速度太低時,激光對材料作用區(qū)域變大,切縫尺寸更大。
MOPA 是一種激光調(diào)制技術(shù),兼具高峰值功率和高光束質(zhì)量的最優(yōu)方式,杰普 特獲寧德時代定點。根據(jù)高工鋰電官網(wǎng)信息,目前杰普特特殊定制的極片切割脈沖 光纖激光器,產(chǎn)線切割效率可達 120m/min,切割毛刺小于 7μm,熱影響區(qū)小于 50μm,也是市場唯一一款真正做到無毛刺無熱影響的激光器,變頻、變功率響應(yīng) 時間最快<10μs,可有效減少拐角銜接處參數(shù)變化帶來的質(zhì)量問題。根據(jù)杰普特 《關(guān)于收到供應(yīng)商定點通知的公告》,2022 年 3 月 22 日,杰普特公告收到寧德時代 定點通知,提供 MOPA 脈沖光纖激光器,應(yīng)用于動力電池電芯制造的極片切割工 序。根據(jù)英諾激光招股說明書,MOPA 技術(shù)是將具有高光束質(zhì)量的種子信號光和泵 浦光,通過一定的方式耦合進雙包層光纖進行放大,從而實現(xiàn)對種子光源的高功率 放大;激光器的 MOPA 結(jié)構(gòu)是解決超快激光兼具高峰值功率和高光束質(zhì)量的最優(yōu)方式。
皮秒是長期最優(yōu)選擇,MOPA 是目前最具性價比選擇。根據(jù)《鋰離子動力電池 極片的激光切割分析》,除了脈寬外,重復(fù)頻率、光束模式、激光波長也對切割質(zhì) 量有影響。因此窄脈寬、高重復(fù)頻率的皮秒激光器是切割鋁箔和銅箔最理想的激光 器。但由于皮秒技術(shù)未完全成熟,價格還很高,難以工業(yè)推廣。而脈寬相對“窄”的 MOPA 激光器價格低廉,切割的正極片也完全滿足工業(yè)要求,是切割正極片性價比 最高的激光器,隨著其脈寬的減少和頻率的增加,其應(yīng)用前景會越來越好。
3.4 隔膜切割:隔膜激光切割仍在布局階段,熱影響控制是難點
隔膜切割目前以刀具切割為主,目前已有兩項激光切割技術(shù)專利。根據(jù)專利之 星檢索系統(tǒng)信息:①專利一:根據(jù)《一種隔膜激光切割機》專利內(nèi)容,隔膜的切 割通常以鋼材質(zhì)隔膜切刀進行切割。采用隔膜切刀切割,結(jié)構(gòu)穩(wěn)定性較差,切刀需要定期更換,隔膜切口處的效果不好,容易起毛刺或卷翹,結(jié)構(gòu)復(fù)雜,不便調(diào)試和 維護。通過激光切割可解決以上問題;②專利二:根據(jù)《鋰電池隔膜生產(chǎn)用激光切割設(shè)備》專利內(nèi)容,通過激光切割組件切割由翻轉(zhuǎn)輥交替切換兩個隔膜卷曲組件 卷繞的隔膜,實現(xiàn)了自動化均勻切割隔膜的功能,避免了切割過程中的脫粉、挑絲、碎膜以及切不斷的現(xiàn)象,便于在批量生產(chǎn)線中實用。
熱影響控制仍是難點,紫外激光存在替代傳統(tǒng)模切可能。根據(jù)存能電氣官網(wǎng)信 息,鋰離子電池隔膜 PP 膜與 PE 膜兩者的熔點不同,PE 隔膜在 130℃左右,PP 隔膜 在 160℃左右。根據(jù)英諾激光招股說明書,在薄膜非金屬材料加工等領(lǐng)域,高能量 的紫外光子直接破壞非金屬材料表面的分子鍵,使分子脫離物體,這種方式不會產(chǎn) 生高熱量反應(yīng),因此通常被稱為“冷加工”,紫外激光機在微加工領(lǐng)域具有不可替代 的優(yōu)勢。我們判斷,在目前仍是模切為主的隔膜切割環(huán)節(jié),由于隔膜較低的熔點導(dǎo) 致激光切割熱影響控制仍是難點,紫外激光以“冷加工”的優(yōu)勢存在替代傳統(tǒng)模切可 能。
3.5 疊片工藝技術(shù):有望帶來激光切割需求增加
方形疊片工藝中激光極耳、極片切割需求有望增加。根據(jù)格普瑞電池官網(wǎng)信 息,方形疊片法由于各個正負極片之間互相隔絕,所以每個極片都要安裝一個極 耳,然后分別焊接在一起,形成最終的正負極,但卷繞法為了減少工序,只會隔幾 層才安裝一個極耳,總數(shù)通常只有前者的一半。基于以上情況,我們判斷,疊片工 藝相比卷繞工藝,極耳數(shù)量增加一倍,疊片工藝下極耳切割需求量預(yù)計上行,同時 疊片工藝需要多次裁切正負極片(熱復(fù)合技術(shù)工藝),極片切割需求也會有所增 加。
4. 其他應(yīng)用:激光清洗、激光打標
4.1 激光清洗:避免清洗損傷等問題,提升電池制造工藝水平
極片涂覆前激光清洗可以有效避免原濕式乙醇清洗造成的損傷;電池焊接前激 光清洗采用脈沖激光使基底受熱震動膨脹令污染物克服表面吸附力脫離基底達到去 污的作用;電池組裝過程中激光清洗可對絕緣板、端板進行激光清洗,清潔電芯表面臟污,粗化電芯表面,提高貼膠或涂膠的附著力。根據(jù) C114 通信網(wǎng)官網(wǎng)信息:極片涂覆前:鋰電池的正負極片是在金屬薄帶上涂覆鋰電池正負極材料而成, 金屬薄帶在涂覆電極材料時,需要對金屬薄帶進行清洗,金屬薄帶一般為鋁薄或銅 薄,原來的濕式乙醇清洗,容易對鋰電池其他部件造成損傷。激光干式清洗機能夠 有效解決以上問題。
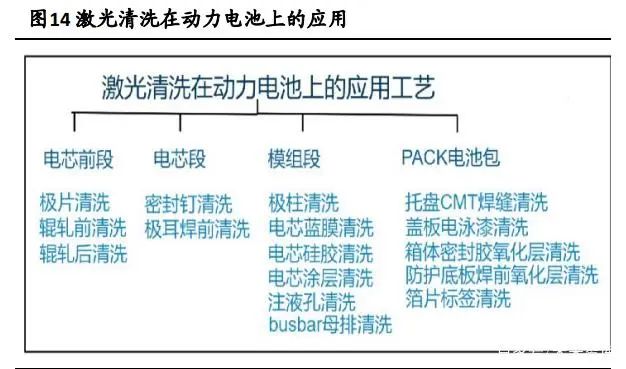
電池焊接前:根據(jù) C114 通信網(wǎng)官網(wǎng)信息,采用脈沖激光直接輻射去污,使其 表面溫度升高而發(fā)生熱膨脹,熱膨脹使污染物或者基底振動,從而使污染物克服表 面吸附力脫離基底表面從而達到去除物體表面污漬的目的。這種方式可以有效地去 除電芯極柱端面的污物、粉塵等,為電池焊接提前做準備,以減少焊接的不良品。電池組裝過程中:根據(jù) C114 通信網(wǎng)官網(wǎng)信息,為了防止鋰電池發(fā)生安全事故,一般需要對鋰電池電芯進行外貼膠處理,以起到絕緣的作用,防止短路的發(fā)生 以及保護線路、防止刮傷。對絕緣板、端板進行激光清洗,清潔電芯表面臟污,粗 化電芯表面,提高貼膠或涂膠的附著力,且清洗后不會產(chǎn)生有害污染物,屬于環(huán)保 的綠色清洗方法,這在全球高度關(guān)注環(huán)保的情況下越發(fā)顯出它的重要性。
4.2 激光激光打標:為動力電池提供更高效安全的信息追蹤可能
傳統(tǒng)打標技術(shù)缺點明顯。根據(jù)奇銘激光科技官網(wǎng)信息,傳統(tǒng)的打標技術(shù)有幾 種,分別是噴墨打標、鋼針雕刻打標、貼紙標識等,但這些方式都有對應(yīng)的工藝缺 陷,例如噴墨打標需要耗材,噴后墨水沒干進行其他工序會有掉色可能等;鋼針雕 刻速度較慢加工效率低等,由此應(yīng)運而生的新型技術(shù)便是激光打標技術(shù)。
安全性上均有不同程度提升。根據(jù)楚天中谷聯(lián)創(chuàng)官網(wǎng)信息,為更好的把控產(chǎn)品 品質(zhì),追溯鋰電池的全程生產(chǎn)信息,包括原料信息、生產(chǎn)過程和工藝、產(chǎn)品批次、 生產(chǎn)廠家及日期等,需要將關(guān)鍵信息存儲在二維碼內(nèi)并在電池上進行標識。傳統(tǒng)的 油墨噴打碼技術(shù)存在易摩擦,長時間容易缺失信息等問題,而激光打標具有永久性 強、防偽性高、精度高、耐磨性強、安全可靠等特點,可以為產(chǎn)品品質(zhì)追蹤提供最 佳的解決方案。
來源:激光行業(yè)觀察