激光熔覆是通過同步或預置材料的方式,將外部材料添加至工件基體表面經激光照射后形成的熔池,并使快速凝固形成熔覆層的工藝方法。

一、激光熔覆的主要形式
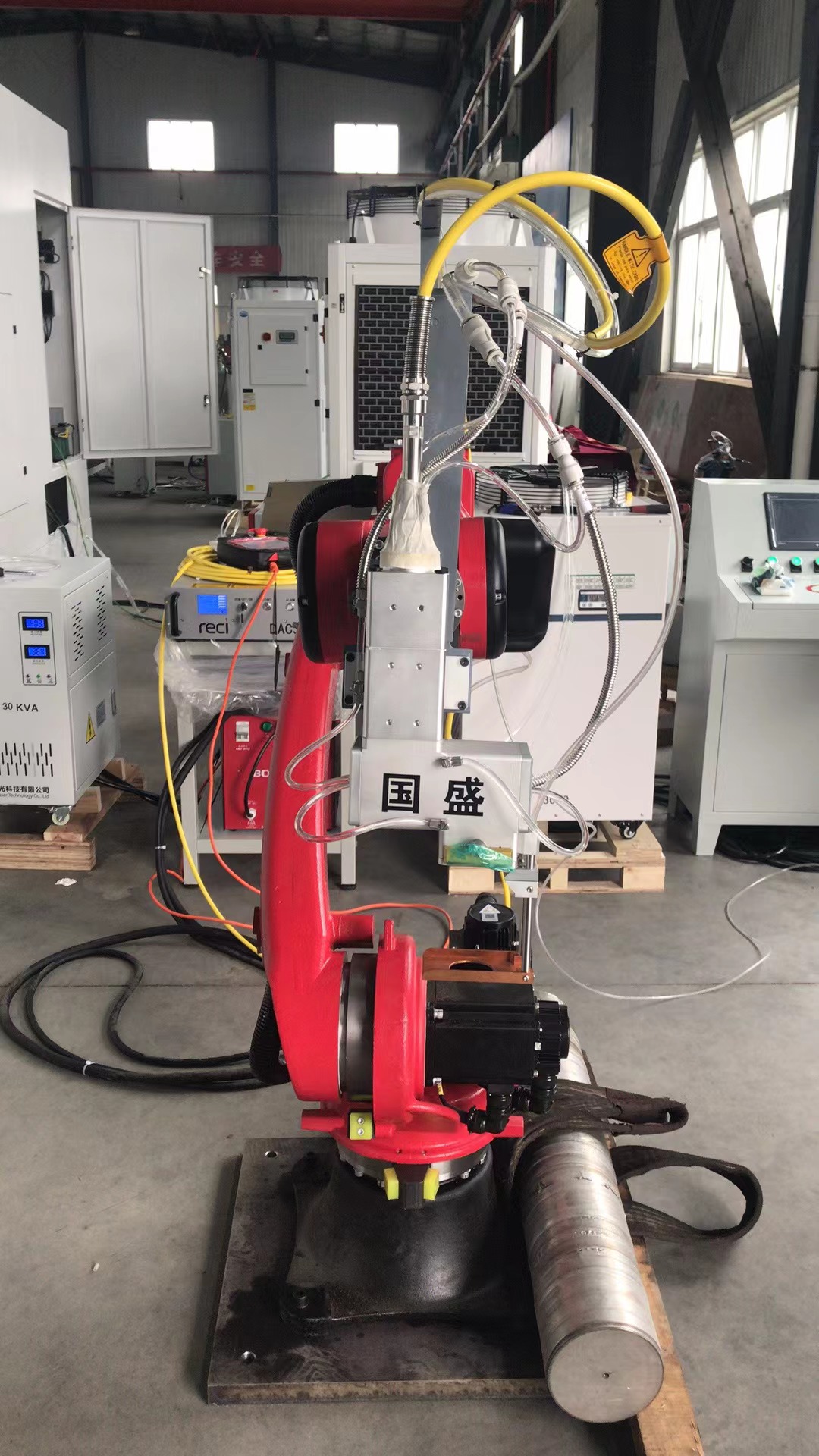
1、同步激光熔覆:通常利用送粉機將需要添加外部材料的金屬粉末輸送到工件基體表面經激光照射后形成的熔池,并使快速凝固形成熔覆層的工藝方法。
2、預置激光熔覆:通常將需要添加外部材料通過噴涂、粘接等方法到工件基體表面,再經激光輻照后形成的熔池,并使快速凝固形成熔覆層的工藝方法。
二、激光熔覆的主要特點
激光的特點是具有高亮度、高方向性、高單色性的相干光束,所以激光熔覆層具有以下質量優勢:
1、激光能量密度高。從合金粉末熔化到熔覆層形成,耗時很短。激光熔覆與噴涂、堆焊、刷鍍等再制造技術相比,激光熔覆層的質量密度最高,稀釋率最低,組織最致密、最細小,性能最優異,與基體呈冶金結合。
2、激光的方向性好,熔覆層位置精度可以到毫米以內。激光熔覆與噴涂、堆焊、刷鍍等再制造技術相比,熔覆層位置精度、尺寸精度最高,是3D打印工件的首選技術。
3、激光是高單色性光束,具有良好的直線性,不但可以進行精確凹坑填補,還可以進入盲孔熔覆。噴涂、堆焊、刷鍍等再制造技術都不能對凹坑或盲孔進行有效填補。
4 、激光熔覆與噴涂、堆焊、刷鍍等再制造技術相比,過程無噪音、無粉塵污染,不需要穿戴專業防護服,更不需要在專門密封空間進行生產,生產環境最友好。
5、激光熔覆過程不產生廢氣、廢水、固體廢料,是一種綠色生產工藝。
三、激光熔覆的技術優勢
1 、熔覆層稀釋度低但結合力強,與基體呈冶金結合;
2 、激光熔覆層的尺寸和位置可精確控制,零件熱影響區小,變形小,組織致密,微觀缺陷少,與其它表面技術相比,激光熔覆具有較明顯的技術優勢。
四、激光熔覆材料
應用廣泛的激光熔覆材料主要有:鎳基、鐵基、鈷基、鈦合金、銅合金、顆粒型金屬基復合材料,陶瓷材料等。
1、低硬度的鎳基、鐵基材料:主要用于工件表面修復或提高耐腐蝕性能。
2、高硬度的鎳基、鐵基材料:主要用于工件表面改性,提高工件表面硬度和耐磨性能,以及對高性能工件表面進行修復。
3、鈷基材料:具有良好的高溫性能和耐腐蝕性能,主要用于閥門密封面和耐高溫工件的關鍵部位的激光熔覆。
五、激光熔覆工藝
激光熔覆是通過同步或預置材料的方式,將外部材料添加至工件基體表面經激光照射后形成的熔池,并使快速凝固形成熔覆層的工藝方法。對于同步粉末輸送的激光熔覆下列因素是關鍵:
1 、外部材料添加至工件基體表面。這要求送粉機構必須能將精確數量的粉末均勻、穩定、精準地輸送到工件基體表面;
2、激光照射后必須形成的熔池。這要求激光能量密度必須足夠;激光能量密度與激光功率呈正比,與光斑直徑、掃描速度、送粉量呈反比。
3、能快速凝固形成熔覆層。這要求基體有一定的熱容量;基體的熱容量與基體質量呈正比,與基體溫度呈反比。
4、熔覆層不能產生氣孔、裂紋的缺陷。
六、激光熔覆技術的安全生產主要事項
1、嚴格按照激光機的操作規格,檢測水、電、氣是否正常,粉末是否干燥。
2、按照工藝要求檢測工件安裝是否牢固。對于熔覆時間較長的工件,必須隨時檢查工件是否有脫落危險。
3、認真檢查負壓式送粉器及輸送粉末管路是否有漏氣。泄壓孔嚴禁朝操作者方向。
4、由于激光是不可見光,激光熔覆過程嚴禁將身體任何部位、任何物品處于光頭與被處理工件之間。
5、光熔覆過程,隨著激光熔覆的部位不同,熔覆層厚度不同,激光反射的區域不同,必須注意激光可能的反射路徑是否會傷人或損傷設備。
6、嚴格按照激光熔覆的操作規程進行工件處理。
來源:新瑞達激光