激光熔覆也叫激光包覆或激光熔敷,采用高能量激光作為熱源,金屬合金粉末作為焊材,通過激光與合金粉末(或絲材)同步作用于金屬表面快速熔化形成熔池,再快速凝固形成致密、均勻并且厚度可控的冶金結合層。
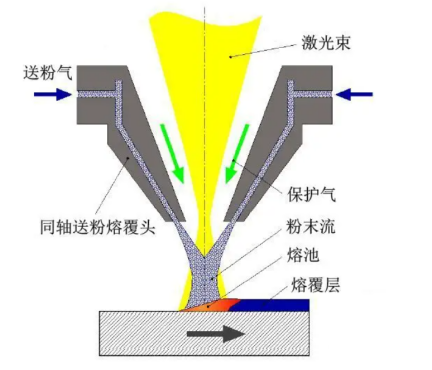
激光熔覆技術原理圖
一、 激光熔覆技術特點
與許多傳統表面處理技術相比,激光熔覆技術具有以下顯著優勢與特點:
1.高冶金結合強度。激光熔覆利用高能激光束極高的集中能量,瞬間微熔工件表面,同時完全熔化預設在工件表面或與激光束同步自動輸送的合金粉末。激光束掃描后,襯底通過自冷卻快速凝固,得到與襯底冶金結合的致密涂層合金層。
2.可選硬度和厚度。激光熔覆后,熔覆層的硬度可選擇在HRC20-62之間,熔覆厚度可根據需要調整。
3.耐磨性和耐腐蝕性。激光熔覆可以在普通碳鋼工件表面形成耐蝕性、耐磨性、優異的合金層,從而延長工件的使用壽命。
4.降低成本和能耗。激光熔覆通過在基體表面形成具有不同冶金結合的、合金成分和性能的合金涂層,可以在低成本基體上制作高性能的合金功能層,從而節約材料成本。
5.包層質量高。變形小,機械重復性好,界面組織致密,晶粒細小,無孔洞、裂紋等缺陷。
二、 激光熔覆機的主要特點:
1.冷卻速度快(高達106K/s),屬于快速凝固過程,容易得到細晶組織或產生平衡態所無法得到的新相,如非穩相、非晶態等。
2.涂層稀釋率低(一般小于5%),與基體呈牢固的冶金結合或界面擴散結合,激光熔覆機通過對激光工藝參數的調整,可以獲得低稀釋率的良好涂層,并且涂層成分和稀釋度可控;
3.激光熔覆機熱輸入和畸變較小,尤其是采用高功率密度快速熔覆時,變形可降低到零件的裝配公差內。
4.粉末選擇幾乎沒有任何限制,特別是在低熔點金屬表面熔敷高熔點合金;
5.激光熔覆機熔覆層的厚度范圍大,單道送粉一次涂覆厚度在0.2-2.0mm,
6.能進行選區熔敷,材料消耗少,具有卓越的性能價格比;
7.光束瞄準可以使難以接近的區域熔敷;
8.激光熔覆機工藝過程易于實現自動化。
三、 激光熔覆技術的常見應用行業
激光熔覆技術是一門涉及激光技術、材料加工技術、傳感技術及計算機技術等于一體的多學科交叉的邊緣學科,同時也是一種新興的先進制造技術。基本上,使用高能量密度的激光輻射將其在基體表面熔化,且快速凝固形成以基體表面為冶金結合的表面涂層的加工過程。
激光熔覆技術在經過數十年的發展,已從實驗室進入到實際工業應用中,并在冶金行業、煤炭行業、石油化工行業、交通運輸、機械制造、模具行業、五金工具等行業得到了廣泛的應用。
1. 冶金行業
據初步估算,全國鋼鐵行業每年僅各種軋鋼生產線上的重要零部件消耗達100億元。傳統辦法主要是更換這些設備零部件,甚至因零部件無法使用報廢或者更換整機,損傷失效和報廢的零部件或者整機基本上作為廢品處理,造成大量資源的浪費。激光熔覆修復設備可以在零部件金屬基材上制備出高性能的合金表面,能顯著提高其表面耐磨、耐蝕、耐熱、抗氧化及電氣等性能,不但能延長新的零部件的使用壽命,還能對已磨損零部件進行熔覆修復,恢復其原有尺寸,從而減少更換零部件的周期。

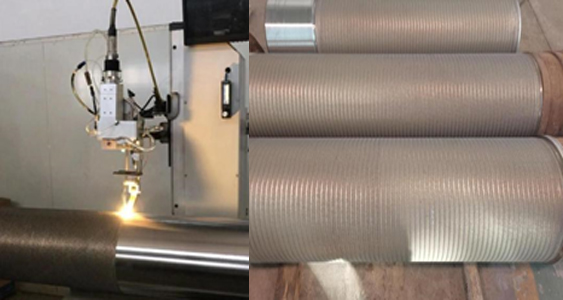
輥類零件激光修復再制造

導衛激光熔覆修復再制造
2.礦山機械行業
礦山機械設備的特點:體積龐大、價格昂貴、裝卸困難,而且保養維修工作量大。因此在零部件因磨損損壞而停止運行時,會造成巨大的經濟損失。激光熔覆可以對新、舊零件進行表面再制造,如液壓油缸、立柱激光熔覆等,從而有效提高零件的耐磨耐蝕性能,延長零件的使用壽命。
一般用到的都有:
(1)采煤機:主機架、搖臂、齒輪、齒輪軸、各種襯套、鉸接架、油缸、油缸座、導向滑靴、鏈輪、銷軌輪、驅動輪、截齒等。
(2)掘進機:油缸、支架、軸、各種襯套、截齒等。
(3)刮板運輸機:中部溜槽、過渡槽、齒輪箱體、齒輪、齒輪軸、螺旋傘齒輪、軸類零件等。
(4)液壓支架:油缸、底座和支架等的鉸接孔、各種襯套等。
3. 石油化工行業
在石油化工行業中,由于設備長期在惡劣的環境下工作,容易使產品腐蝕磨損,定期對設備零件進行維護保養,顯得尤其重要。激光熔覆可以對失效的零件進行熔覆修復,恢復原有的使用尺寸,高效恢復設備的使用。
現代的石化工業基本上采用都是連續大量生產模式,在生產過程中,機器長時間在惡劣的環境下工作,導致設備內元件出現損壞,腐蝕、磨損,其中經常會出問題的零部件包括閥門、泵、葉輪、大型轉子的軸頸、輪,盤、軸套、軸瓦等,而且這些元件十分昂貴,涉及到的零部件種類也有很多,形狀大多數都很復雜,修復起來有一定的難度,但是因為激光熔覆技術的出現,這些問題就都不是問題了。

PDC鉆頭激光熔覆增材修復
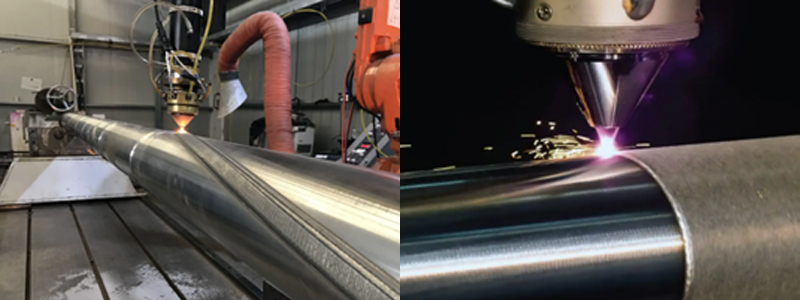
石油鉆具激光熔覆
4. 交通運輸行業
交通運輸行業包括陸路、水路、航空運輸等,交通運輸設備的特點是使用頻率高,環境復雜多變,導致設備需要定期維護保養。激光熔覆可修復各類零部件,使其恢復原有尺寸,從而有效提高零部件的使用周期。
1)海洋環境惡劣,濕度大、鹽分高,海洋船舶裝備易發生磨損和腐蝕。海洋工程裝備和船舶部件技術復雜、價值較大,失效報廢浪費巨大。國內已有船廠應用激光熔覆技術對船舶葉輪腐蝕、發動機缸套以及柴油機進排氣閥盤錐面磨損,進行高精度修復,獲得了良好的熔覆效果,恢復了功能并提高了耐磨、耐腐蝕性能。
2)在汽車工業應用中,最先采用激光技術主要用于切割,熱處理,隨著熔覆技術的發展,逐步發展到柔性增材制造技術。例如發動機的排氣門的密封錐形面熔覆Stellite合金是最先采用該技術的汽車零件。意大利菲亞特汽車發動機排氣閥座的環形表面和美國的汽車排氣閥座都采用激光熔覆耐熱合金。目前北京機科國創輕量化科學研究院與廣西玉柴合作,在發動機氣門座環形表面進行耐磨耐高溫合金的熔覆成形,也取得了階段性成果。
3)在航空航天領域中,激光高速熔覆技術在航空航天領域的另一應用就是“移動式零件修復醫院”。核心是采用激光高速熔覆技術在戰場上進行關鍵件的修復或者制造。它甚至可以采用衛星通信設備傳輸有關制造零件的數據信息。在沒有數據信息的情況下,也可以采用逆向工程獲得要建零件的外部輪廓信息,經過必要的處理后實現修復或者制造工作。激光高速熔覆技術最具特色的優勢在于通過改進送粉技術,實現零件中材料成分的實時連續變化,制造具有梯度成分材料的高性能零部件。
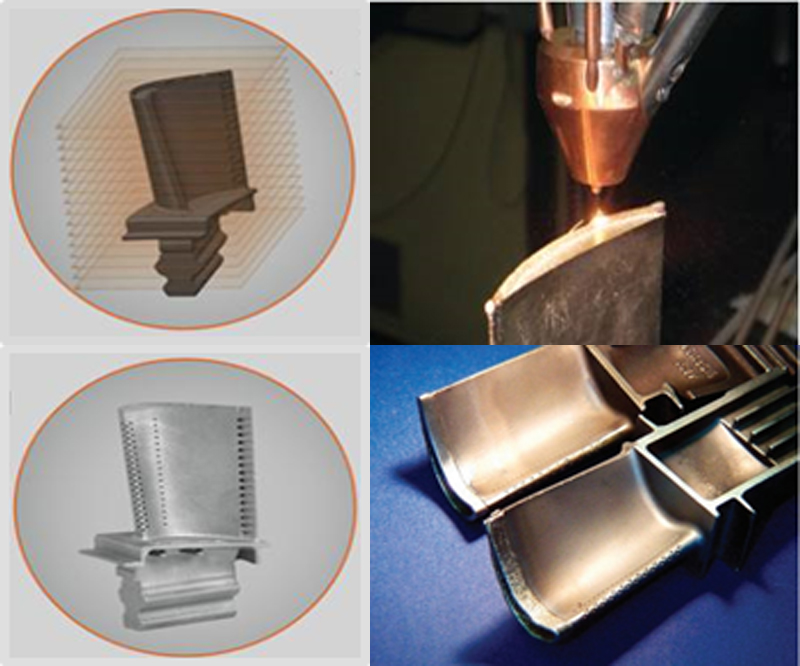
航空發動機葉片激光增材再制造
航空用鈦合金裝備耐磨備件,激光熔覆后備件磨損僅為原始件的4.2%,直至將對磨鋼絲繩磨斷也沒發生磨損。

鋼軌增材再制造(鐵路交通)
傳動齒輪激光增材再制造(鐵路交通)
5. 電力設備及其零部件的制造與再制造
電力設備分布量大、不間斷運轉,其零部件的損壞機率高。汽輪機是火力發電的核心設備,由于高溫高熱特殊的工作條件,每年都需定期對損傷的機組零部件進行修復,如主軸軸徑、動葉片等。燃氣輪機由于其在高達1300℃的高溫條件下工作,經常會發生損傷。采用激光再制造技術將其缺陷全部修復完好,恢復其使用性能,費用僅為新機組價格的1/10。
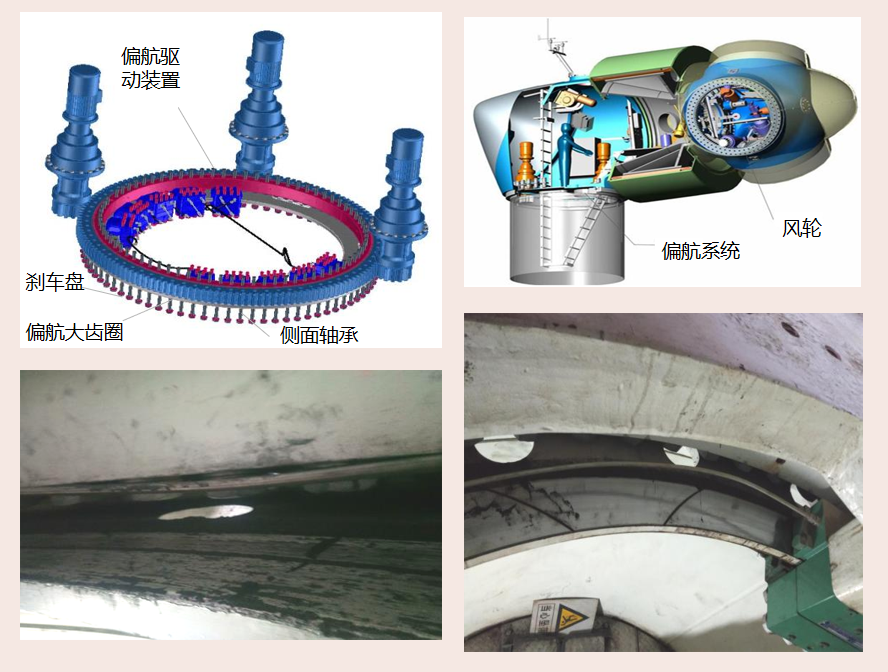
偏航剎車盤在線修復

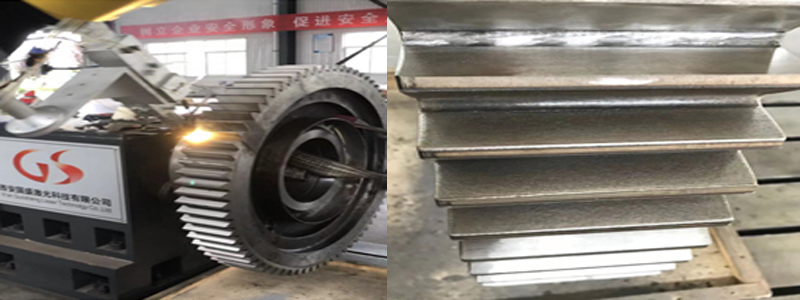
變槳齒圈激光增材修復


風力發電機軸在線激光修復
四、 激光熔覆的優勢
激光熔覆解決了傳統修理方法無法解決的材料選用局限性、工藝過程熱應力、熱變形、材料晶粒粗大、與基體結合強度難以保證的矛盾。甚至可以制備出優于基材的金屬表面,在恢復零件使用的同時,還能有效地延長零件的使用壽命,大大降低了企業的生產成本。
西安國盛激光高速激光熔覆,不但較傳統的激光熔覆加工速度更快,表面更加光潔平整,而且加工后的零件,只需精加工便能投入生產使用,省去了大量機加工的時間及費用,將是今后激光表面再制造的一大主要技術力量。
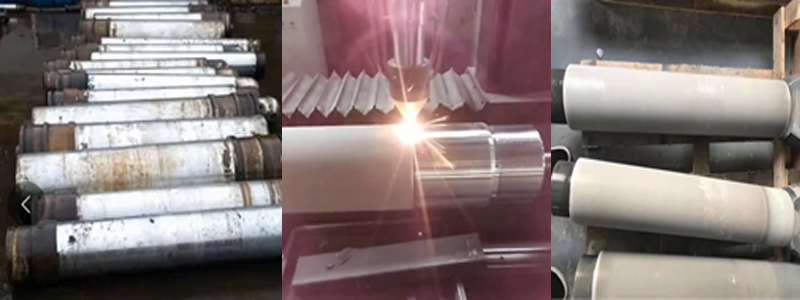
液壓支柱激光熔覆修復:拆卸→高速激光熔覆→修復完成

采煤機滑靴、鏈輪激光修復再制造
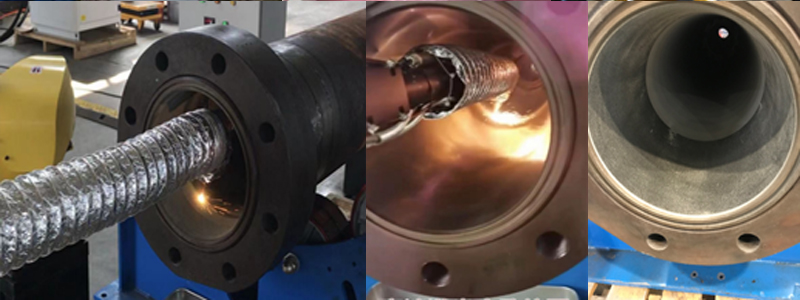
油缸內壁激光熔覆修復

活塞桿激光熔覆修復 截齒激光熔覆提高耐磨性

截齒激光熔覆提高耐磨性