隨著現(xiàn)代科學(xué)技術(shù)和工業(yè)不斷發(fā)展,對(duì)零部件工作的環(huán)境也越來(lái)越趨于復(fù)雜化,表面性能的要求越來(lái)越高,因此零件報(bào)廢率大大增多。通常因?yàn)楸砻媸Ф鴪?bào)廢的零件有:轉(zhuǎn)子葉片、輥軸類零件、齒輪類零件、接頭類零件等。
在零部件整體性能滿足工況的條件下僅是表面損傷的零部件都是可以修復(fù),不僅能夠挽回巨大的經(jīng)濟(jì)和時(shí)間損失,還可以提高資源的利用率。
目前零部件修復(fù)的方法有激光熔覆、真空釬焊、真空涂層法、鎢極惰性氣體保護(hù)焊(TIG)和等離子體熔覆修復(fù)等方法 。激光熔覆是根據(jù)工件的工況要求,熔覆各種設(shè)計(jì)成分的金屬或者非金屬,制備耐熱、耐蝕、耐磨、抗氧化、抗疲勞或具有光、電、磁特性的表面覆層。激光熔覆是一種快速冷卻的過(guò)程,熔覆過(guò)程中對(duì)修復(fù)工件的熱輸入量少,熱影響區(qū)小,熔覆層組織細(xì)小,易于實(shí)現(xiàn)自動(dòng)化等,因此使用激光熔覆的方法來(lái)修復(fù)轉(zhuǎn)子等零部件比其它的方法具有更大的優(yōu)勢(shì)。激光熔覆技術(shù)解決了傳統(tǒng)電焊、氬弧焊等熱加工過(guò)程中不可避免的熱變形、熱疲勞損傷等一系列技術(shù)難題,同時(shí)也解決了傳統(tǒng)電鍍、噴涂等冷加工過(guò)程中覆層與基體結(jié)合強(qiáng)度差的矛盾,這就為表面修復(fù)提供了一個(gè)很好的途徑。
1、轉(zhuǎn)子葉片的修復(fù)
轉(zhuǎn)子葉片又稱動(dòng)葉,是隨同轉(zhuǎn)子高速旋轉(zhuǎn)的葉片,通過(guò)葉片的高速旋轉(zhuǎn)實(shí)現(xiàn)氣流與轉(zhuǎn)子間的能量轉(zhuǎn)換。轉(zhuǎn)子葉片承受很大的質(zhì)量慣性力、較大的氣動(dòng)力和振動(dòng)載荷,還要承受環(huán)境介質(zhì)的腐蝕與氧化,以及高速運(yùn)行微小粒子的沖蝕,但加工比較困難,渦輪轉(zhuǎn)子葉片還要在高溫狀態(tài)下工作。轉(zhuǎn)子葉片是直接影響發(fā)動(dòng)機(jī)性能、可靠性和壽命的關(guān)鍵零件,并且其工作條件十分惡劣容易損壞,所以對(duì)材料性能的要求也大大的提高,同時(shí)提高了材料的經(jīng)濟(jì)成本,也為其做修復(fù)帶來(lái)廣闊的市場(chǎng)。激光熔覆工藝在轉(zhuǎn)子葉片上的應(yīng)用已經(jīng)的到了很好的研究,這也為其在修復(fù)方面的應(yīng)用提供了有利的前提。
(1) 航空發(fā)動(dòng)機(jī)葉片的修復(fù)
目前航空發(fā)動(dòng)機(jī)葉片大都采用鑄造鎳基高溫合金和定向凝固鎳基高溫合金來(lái)制造。鑄造鎳基高溫葉片和定向凝固葉片在生產(chǎn)過(guò)程中可能存在局部缺陷,如現(xiàn)縮松、縮孔等鑄造缺陷。
激光熔覆具有局部加熱和低熱輸入量等優(yōu)點(diǎn),同時(shí),激光熔覆超高的溫度梯度有利于材料的定向凝固生長(zhǎng) 。因此國(guó)內(nèi)外對(duì)激光熔覆技術(shù)修復(fù)高附加值的葉片開(kāi)展了廣泛的研究并在工業(yè)上已成功應(yīng)用 。同時(shí),對(duì)激光熔覆技術(shù)與堆焊、TIG焊和等離子體熔覆進(jìn)行了比較研究。
(2) 汽輪機(jī)葉片的修復(fù)
汽輪機(jī)葉片在電力工業(yè)中將高溫高壓氣體的線性運(yùn)動(dòng)轉(zhuǎn)變成汽輪機(jī)軸的轉(zhuǎn)動(dòng)。汽輪機(jī)葉片的失效形式主要有兩種:一種是葉片斷裂,主要發(fā)生在葉片的根部,這種失效是不可修復(fù)的;另一種失效形式是氣蝕,主要是發(fā)生在葉片頂端面或根部,氣蝕損傷的葉片是可以修復(fù)再利用的。
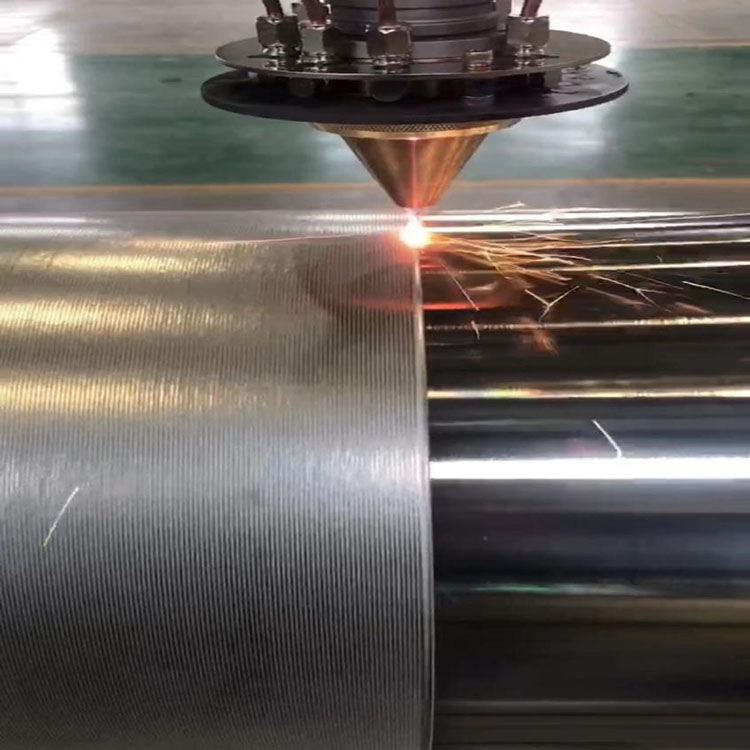
2、輥軸類零件的修復(fù)
軋輥是使(軋材)金屬產(chǎn)生塑性變形的工具,是決定軋機(jī)效率和軋材質(zhì)量的重要大型消耗性部件。軋輥失效的最普遍原因是早期磨損失效。目前,軋輥由于磨損需要修復(fù)時(shí)多采用車削或磨削等“補(bǔ)救措施”修正輥型。采用激光熔覆修復(fù)軋輥表面已成為延長(zhǎng)軋輥壽命的一個(gè)主要發(fā)展方向和途徑。該技術(shù)不僅可以修復(fù)軋輥,而且可以提高軋輥的耐磨性,延長(zhǎng)軋輥的使用壽命,改善鋼材的表面質(zhì)量。
通常軸類零件主要失效的原因有軸變形、軸斷裂、軸表面失效。研究表明,發(fā)電機(jī)轉(zhuǎn)軸、各種傳動(dòng)軸等軸類零件的破壞主要是以磨損為主的。其中軸變形、軸斷裂是不可以修復(fù)的,而以磨損為主的表面失效是可以修復(fù)的。采用大功率激光熔覆修復(fù)技術(shù),可在軸類零件表面失效的部分,激光熔覆一層鐵基合金材料,使得熔覆合金層的零件表面有良好的機(jī)械性能,將報(bào)廢的零件再次使用。
3、模具類的修復(fù)
模具在鑄造成型和塑料成型加工中起著重要作用,其制造工藝復(fù)雜,生產(chǎn)周期長(zhǎng),加工成本高。因此,對(duì)失效模具進(jìn)行修復(fù)再利用,無(wú)疑有著顯著的經(jīng)濟(jì)效益。模具使用壽命取決于抗磨損和抗機(jī)械損傷能力,一旦磨損過(guò)度或機(jī)械損傷,須經(jīng)修復(fù)才能恢復(fù)使用。
激光熔覆實(shí)現(xiàn)對(duì)模具的表面磨損進(jìn)行修復(fù)的方法可以歸結(jié)為:用高功率激光束以恒定功率P 與熱粉流同時(shí)入射到模具表面上,一部分入射光被反射,一部分光被吸收,瞬時(shí)被吸收的能量超過(guò)臨界值后,金屬熔化產(chǎn)生熔池,然后快速凝固形成冶金結(jié)合的覆層。
4、對(duì)其他零部件的修復(fù)
閥門(mén)在使用過(guò)程中,其密封面長(zhǎng)期處于介質(zhì)之中并受到介質(zhì)的沖刷和腐蝕。利用激光熔覆工藝代替等離子噴涂和真空感應(yīng)熔焊工藝,在內(nèi)燃發(fā)動(dòng)機(jī)排氣閥密封面熔覆NiCrBSi和CoCrW合金涂層,不僅避免了涂層中的孔洞和微裂紋,而且涂層的顯微硬度明顯提高,排氣閥密封面耐磨和耐蝕性能提高3~4倍。
汽輪機(jī)的中壓蒸汽室噴嘴及部分隔板噴嘴,受蒸汽介質(zhì)的沖蝕比較嚴(yán)重。其中壓缸噴嘴承受溫度為350℃,材質(zhì)為ZG20GrMo,葉片排氣端厚度平均只有0.02mm-0.05mm采用一般熔焊方式修補(bǔ)其損傷部位,極易造成基體熱變形,產(chǎn)生裂紋。應(yīng)用激光熔覆的工藝進(jìn)行了修復(fù),修復(fù)后的噴嘴達(dá)到了原設(shè)計(jì)要求,經(jīng)過(guò)一段時(shí)間的運(yùn)行效果良好。
高速傳動(dòng)滲碳齒輪磨損齒面因殘余滲碳層的存在給齒面修復(fù)造成很大的困難。這類齒輪的材料為20Cr2Ni4A或18Cr2Ni4WA鋼,滲碳層深度為1.6~1.9 mm。應(yīng)用激光熔覆的工藝進(jìn)行了修復(fù)。這種熔覆層完全滿足對(duì)齒輪修復(fù)的要求。經(jīng)測(cè)試在接觸應(yīng)力2170 MPa 滑差為12.5 %和20號(hào)機(jī)油潤(rùn)滑條件下激光熔覆層的接觸疲勞特征壽命比零件滲碳強(qiáng)化層提高了15 %。這種熔覆層完全滿足對(duì)齒輪修復(fù)的要求。
煙氣膨脹機(jī)(簡(jiǎn)稱煙機(jī))是煉油廠等工業(yè)部門(mén)余熱發(fā)電的重要裝置,輪盤(pán)是該裝置的關(guān)鍵部件。目前對(duì)于煙機(jī)輪盤(pán)的修復(fù)主要是使用激光熔覆修復(fù)。通過(guò)修復(fù)的激光熔覆層是通過(guò)層-層堆鑄方法形成的,由底層經(jīng)過(guò)中間層到面層。

結(jié)語(yǔ)
激光熔覆技術(shù)對(duì)制造技術(shù)要求高、生產(chǎn)周期長(zhǎng)、加工費(fèi)用高,價(jià)格昂貴的工程構(gòu)件進(jìn)行修復(fù)具有廣泛的工程需求,同時(shí)可以優(yōu)化資源配置,節(jié)約貴重、稀有金屬材料,降低能源消耗,節(jié)省資金。激光熔覆修復(fù)技術(shù)無(wú)污染、無(wú)公害,有很強(qiáng)的保護(hù)環(huán)境的作用,屬于綠色再制造工程。從長(zhǎng)遠(yuǎn)的角度看,激光熔覆技術(shù)以其獨(dú)特的優(yōu)勢(shì)必將在精密修復(fù)中扮演重要的角色。