激光熔覆是指在熔覆基體表面以不同方式添加激光熔覆材料,利用激光束作為熱源,將熔覆材料熔化凝固到基體表面,制備與基體形成冶金結(jié)合的表面涂層,從而實(shí)現(xiàn)材料表面改性和產(chǎn)品表面修復(fù)的過程。激光熔覆技術(shù)可以在廉價(jià)的金屬基體表面制備高性能的涂層,具有很高的經(jīng)濟(jì)效益,得到了廣泛的關(guān)注和研究,發(fā)展迅速。現(xiàn)已廣泛應(yīng)用于機(jī)械設(shè)備和重要零件的表面強(qiáng)化和損傷修復(fù)。
與傳統(tǒng)表面處理技術(shù)相比,激光熔覆制備的涂層組織均勻致密,晶粒細(xì)小,熱輸入小,稀釋率低,具有良好的應(yīng)用前景,但也存在一些問題。傳統(tǒng)激光熔覆的稀釋率往往在10%以上,熔覆層需要達(dá)到一定的厚度才能有效達(dá)到防護(hù)效果,且表面粗糙度較高,需要經(jīng)過后續(xù)的車削和磨削才能投入使用,造成材料的浪費(fèi)。在激光熔覆過程中,激光能量主要作用于基體表面的熔池,增加了激光能量對基體的熱輸入,可能導(dǎo)致較大的應(yīng)力和裂紋。同時(shí),傳統(tǒng)激光熔覆在大面積熔覆中的生產(chǎn)效率較低,極大地制約了激光熔覆技術(shù)的應(yīng)用和推廣。
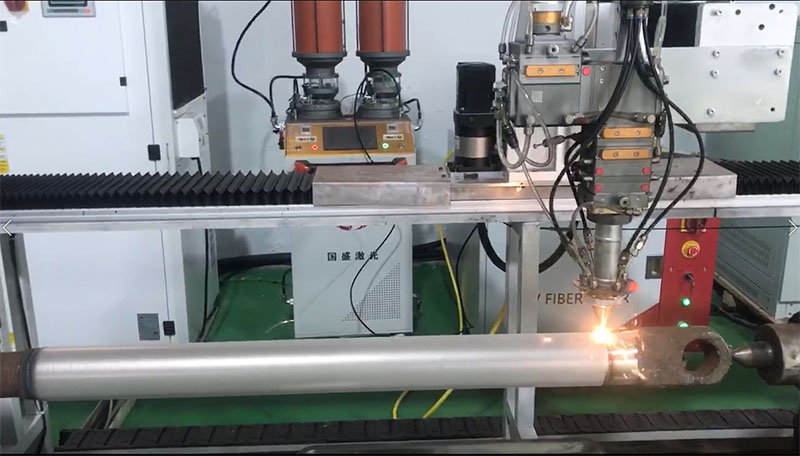
為解決上述問題,位于Flawn的Hof激光技術(shù)研究所開發(fā)了超高速激光熔覆技術(shù),并于2017年完成了超高速激光熔覆設(shè)備的研發(fā)。與傳統(tǒng)的激光熔覆技術(shù)不同,超高速激光熔覆技術(shù)采用同軸送粉方式控制粉末在熔池上方的激光束會(huì)聚,使大部分激光能量直接作用在激光粉末上,熔覆粉末在到達(dá)熔池前處于熔融或半熔融狀態(tài),從而減少粉末在熔池中的時(shí)間,減少對基體的熱輸入,大大提高熔覆效率和粉末利用率。
由于超高速激光熔覆的工作特性不同于傳統(tǒng)激光熔覆,為了研究超高速激光熔覆的主要工藝參數(shù)對熔覆層組織和性能的影響,采用超高速激光熔覆技術(shù)在9Cr2Mo鋼基體表面制備了M2高速鋼涂層,并對熔覆層的組織和力學(xué)性能進(jìn)行了表征。
結(jié)果表明:
1、當(dāng)激光功率較高時(shí),晶粒尺寸明顯增大。
2.、熔覆速度越高,晶粒尺寸越小。
3、當(dāng)熔覆道次之間的距離減小時(shí),晶粒尺寸趨于增大;
隨著能量密度的增加,晶粒尺寸有增大的趨勢,但各種工藝參數(shù)的影響不同,激光功率對其影響較大。
工藝參數(shù)對熔覆層的顯微硬度影響很大
當(dāng)激光功率較高時(shí),熔覆層的硬度增加,且層內(nèi)硬度分布均勻,波動(dòng)較小。隨著熔覆速度的降低,熔覆層的顯微硬度明顯增加。隨著熔覆層間距的增加,熔覆層的顯微硬度降低。隨著能量密度的增加,熔覆層的顯微硬度明顯增加。但當(dāng)能量密度較低時(shí),熔覆層成形較差,難以形成良好的多道次搭接。
可以看出,改變超高速激光熔覆的工藝參數(shù),提高熔覆層的輸入能量密度,可以使熔覆層的顯微硬度更加均勻,平均硬度明顯提高。因此,獲得更高質(zhì)量的熔覆層提供技術(shù)基礎(chǔ),從而拓寬超高速激光沉積技術(shù)的應(yīng)用范圍,促進(jìn)其推廣應(yīng)用具有重要意義。